


Перечень основных публикаций
-
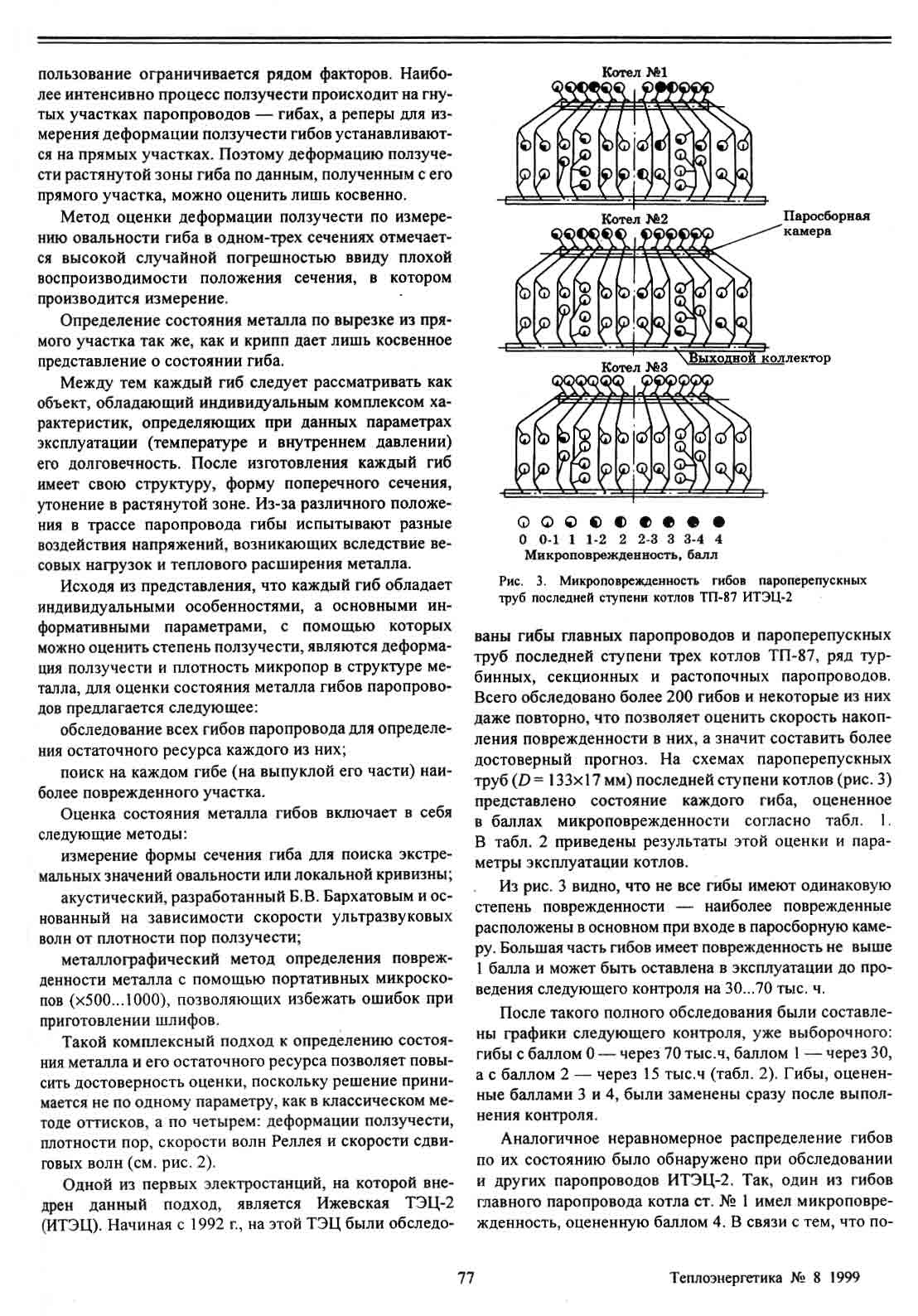
В статье описывается комплексный подход к определению состояния металла гибов и их остаточного ресурса. Показано, что метод позволяет повысить достоверность оценки, поскольку решение принимается не по одному параметру, как в классическом методе оттисков, а по четырем: деформация ползучести, плотность пор, скорость волн Рэллея и скорость сдвиговых волн. Для определения этих параметров применяются:
- измерение формы сечения гиба для поиска экстремальных значений овальности и локальной кривизны;
- измерение скорости ультразвуковых волн для определения плотности пор ползучести;
- металлографическое обследование для определения поврежденности металла с помощью портативного микроскопа ММПУ, позволяющего избежать ошибок при приготовлении шлифов.Одной из первых электростанций, на которой был внедрен комплексный подход к определению состояния металла, является Ижевская ТЭЦ-2. Начиная с 1992 г. на станции были обследованы гибы главных паропроводов, пароперепускных, турбинных и других трубопроводов. Всего обследовано более 200 гибов. Некоторые из них обследовались повторно, что позволяет оценить скорость накопления поврежденности, а значит составить более достоверный прогноз.
-
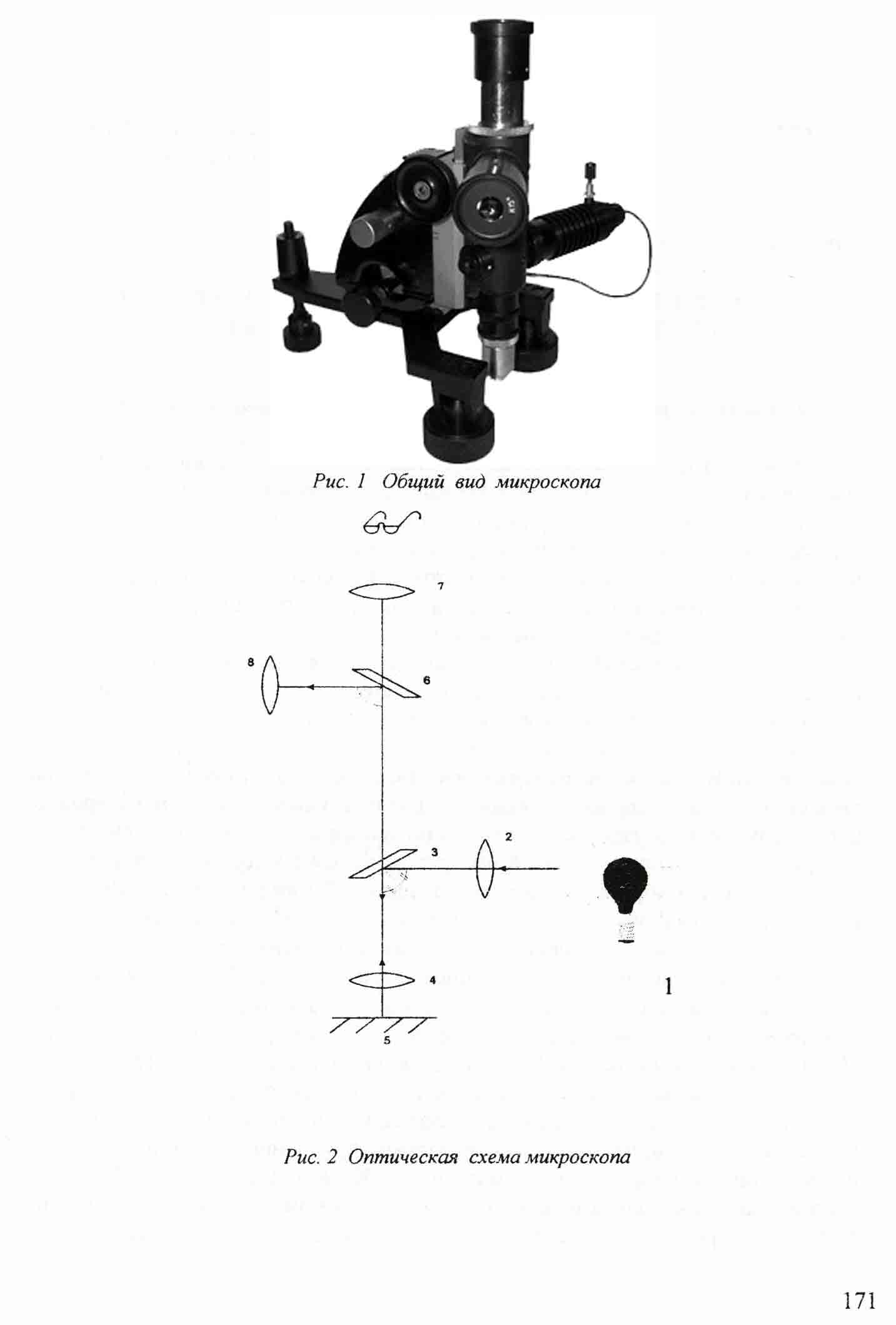
В статье рассказывается про особенности конструкции и о назначении металлографического портативного микроскопа (ММПУ).
Одним из преимуществ является наличие трех магнитных ножек, которые позволяют устанавливать металлографический микроскоп на различно ориентированные поверхности. Магнитные ножки дают возможность исследовать микроструктуру металла непосредственно на деталях оборудования в производственных условиях.
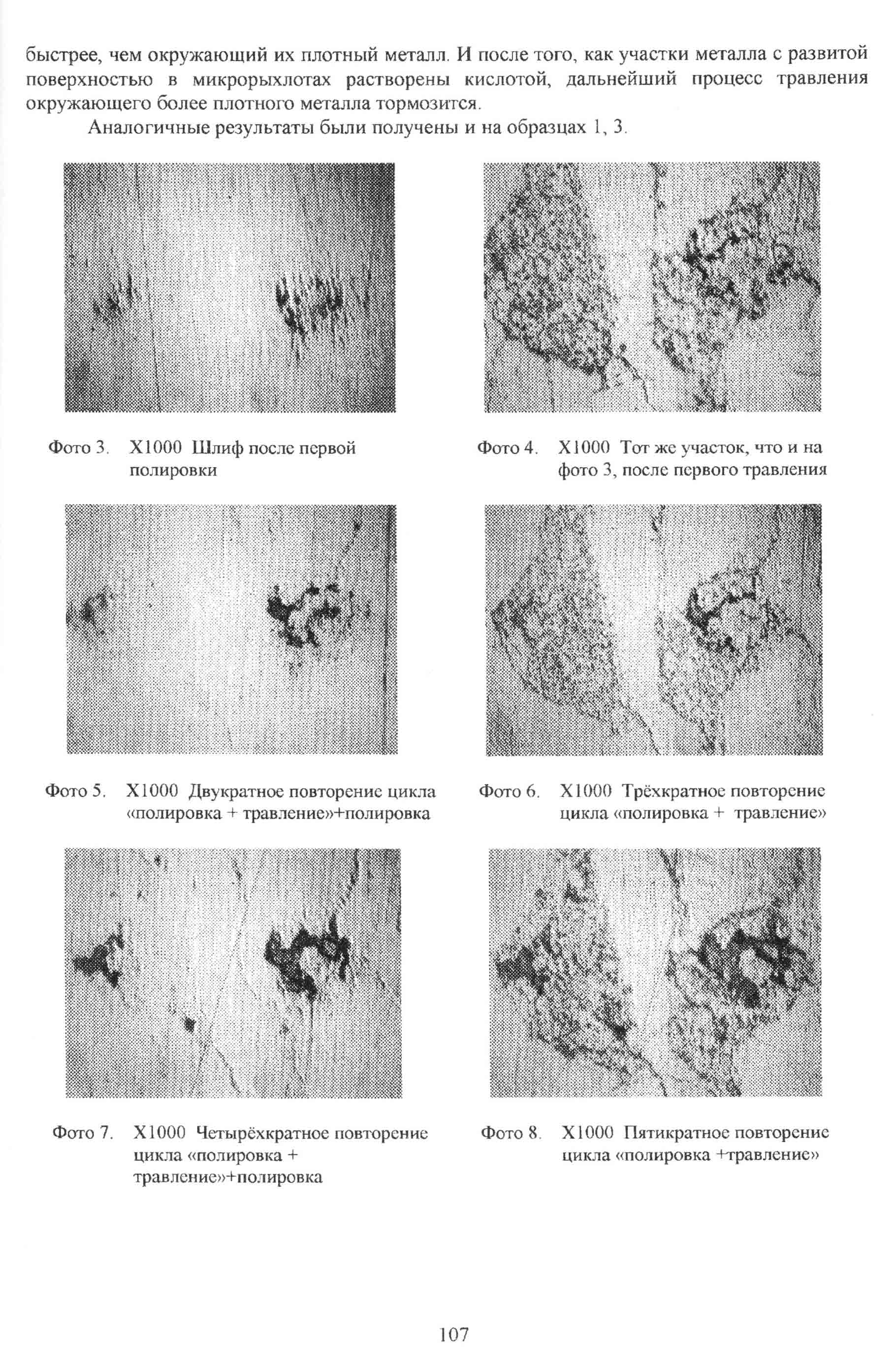
Конструкцией металлографического микроскопа предусмотрено, что подготовка поверхности (полировка и травление) может производиться при установленном микроскопе. Просмотр одного и того же участка шлифа на этапах полировки и травления, позволяет повысить качество исследуемой поверхности.
Дополнительная информация о металлографическом микроскопе приведена на станице «Микроскоп ММПУ» нашего сайта.
-
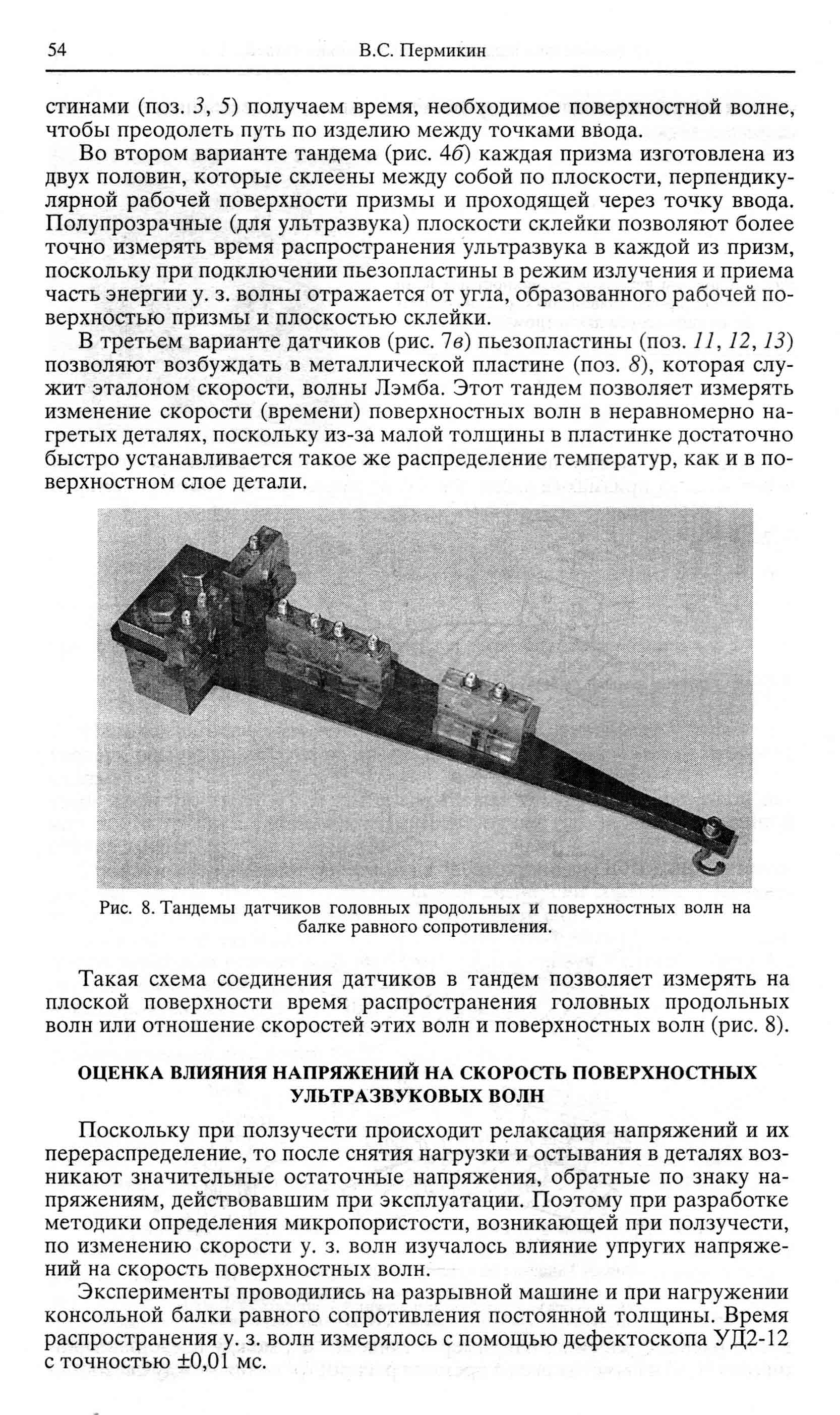
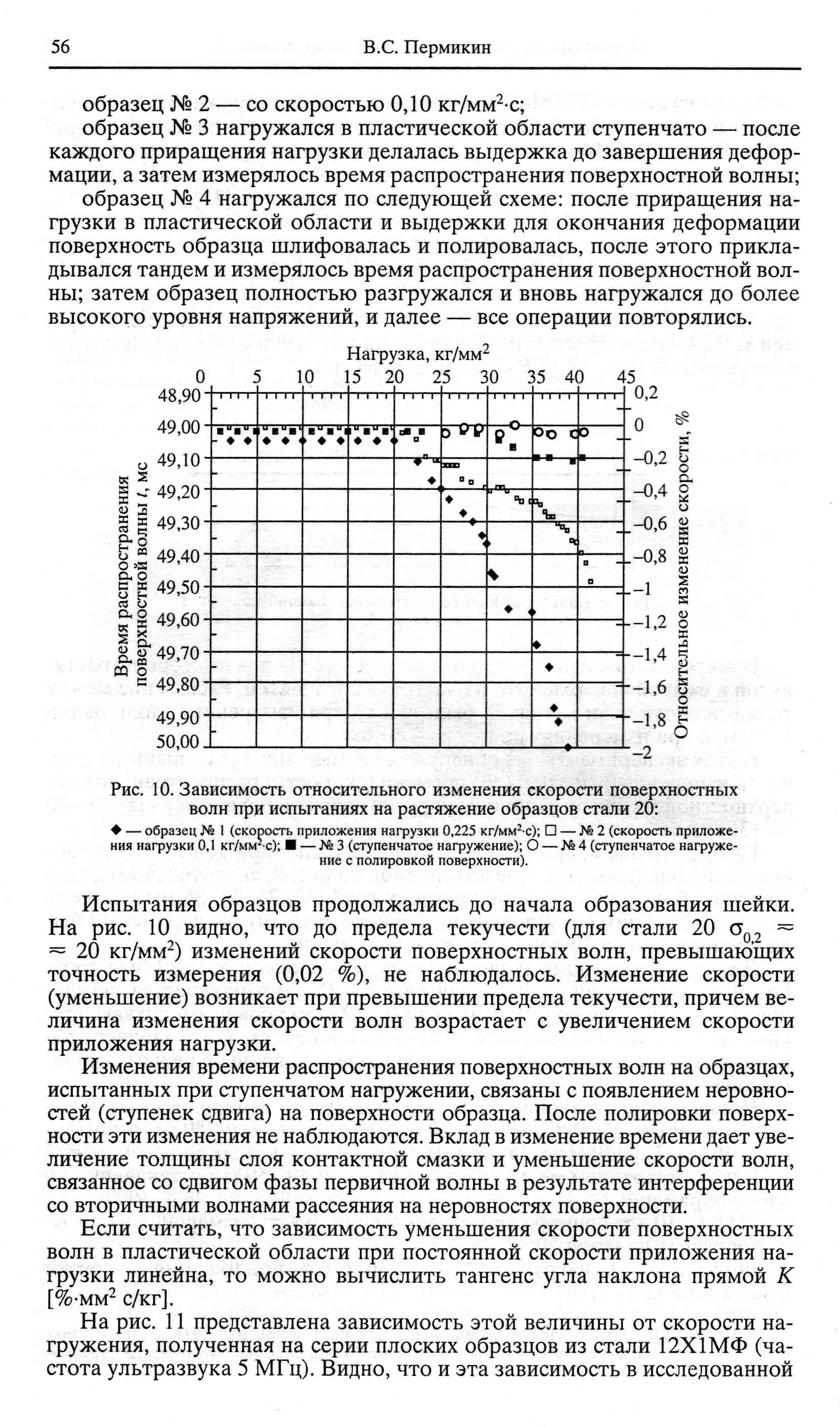
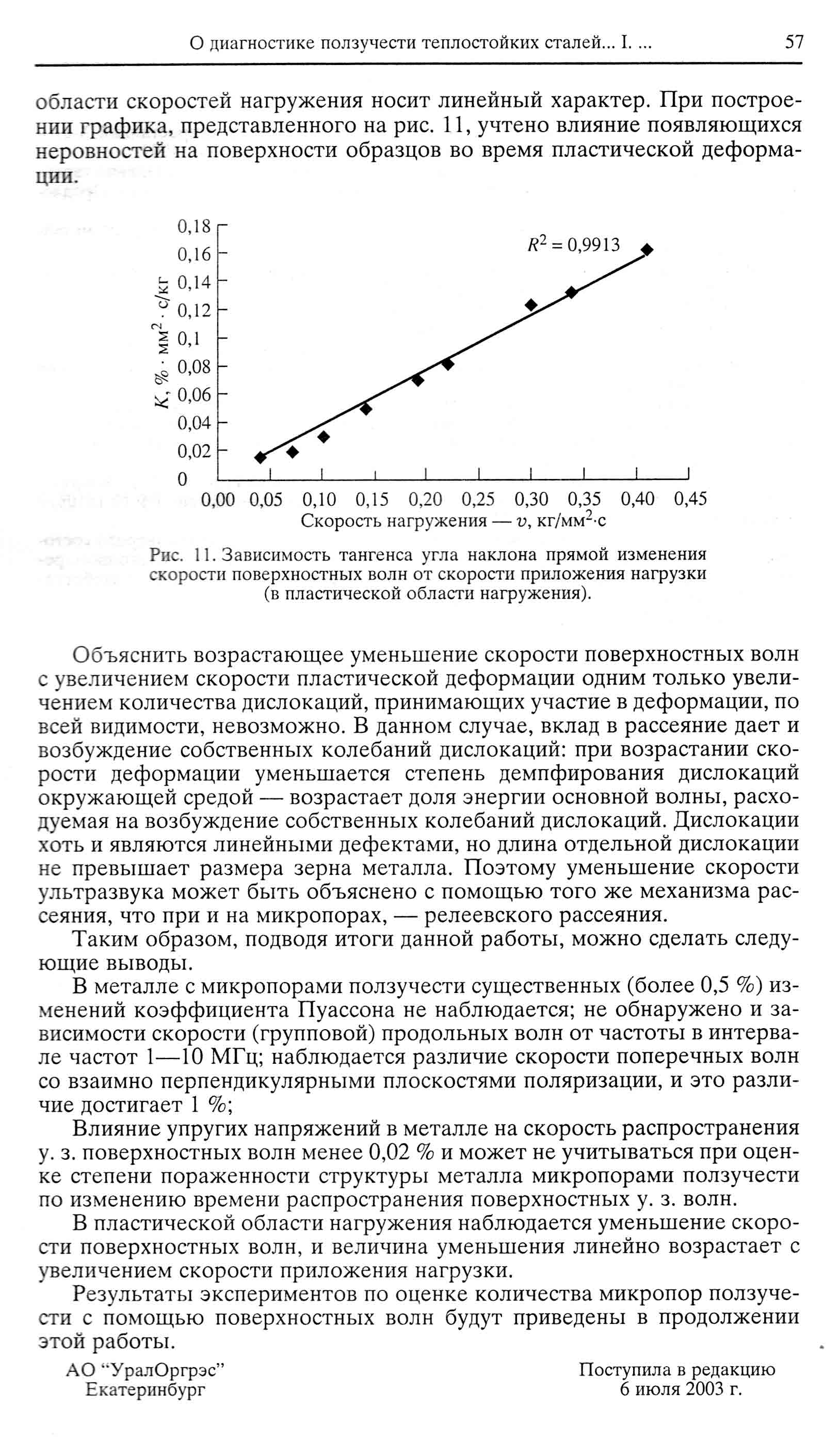
Описаны конструкции датчиков для измерения времени распространения объемных и поверхностных ультразвуковых волн. Рассмотрены примеры применения датчиков для диагностики процесса ползучести металла. Приведены результаты измерения скорости поверхностных волн при нагружении образцов в упругой и пластической областях. Показано, что в упругой области (вплоть до предела текучести металла) изменение скорости поверхностных волн не превышает 0,02%. В пластической области уменьшение скорости поверхностных волн происходит линейно и зависит от скорости приложенной нагрузки.
-
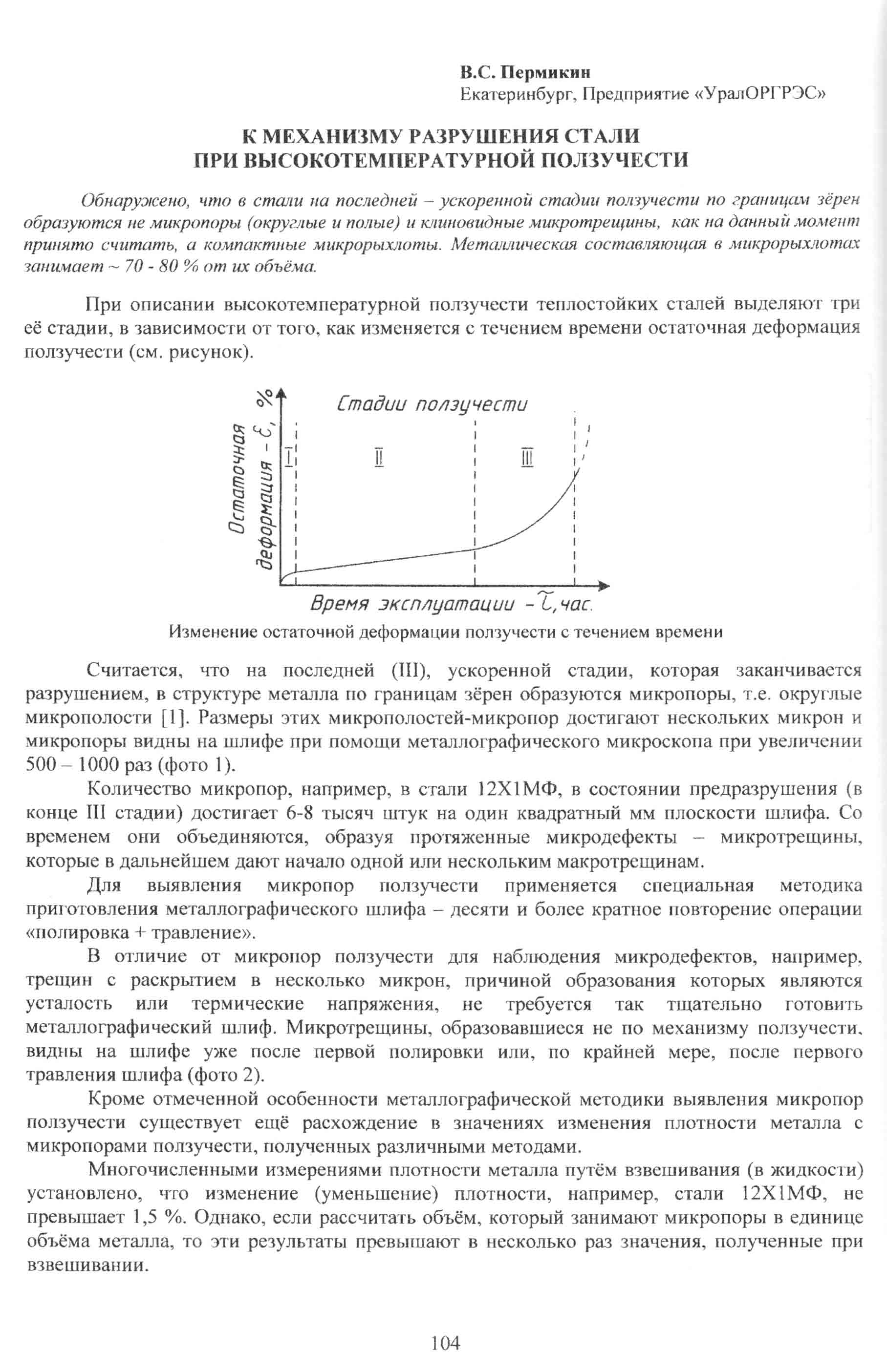
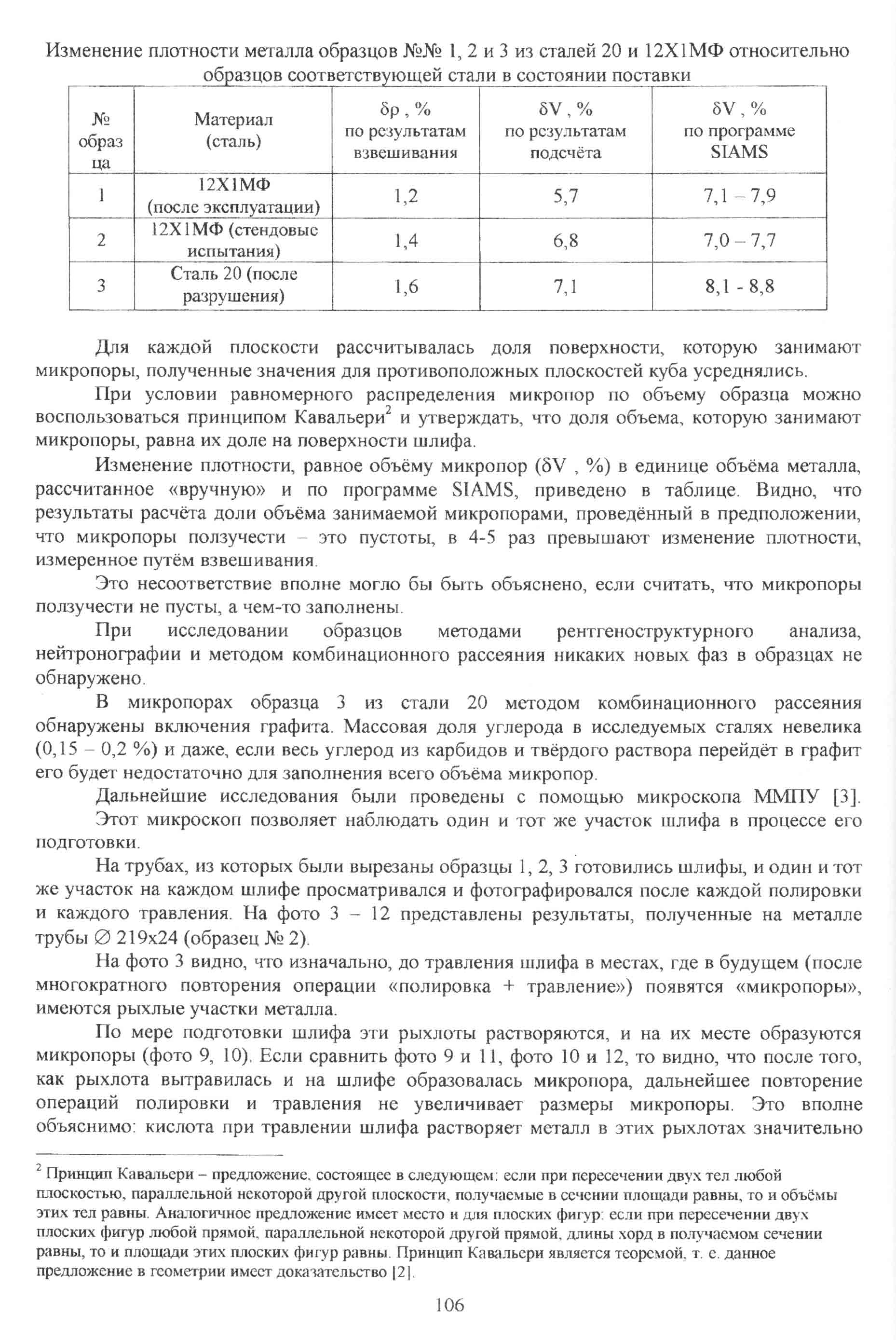
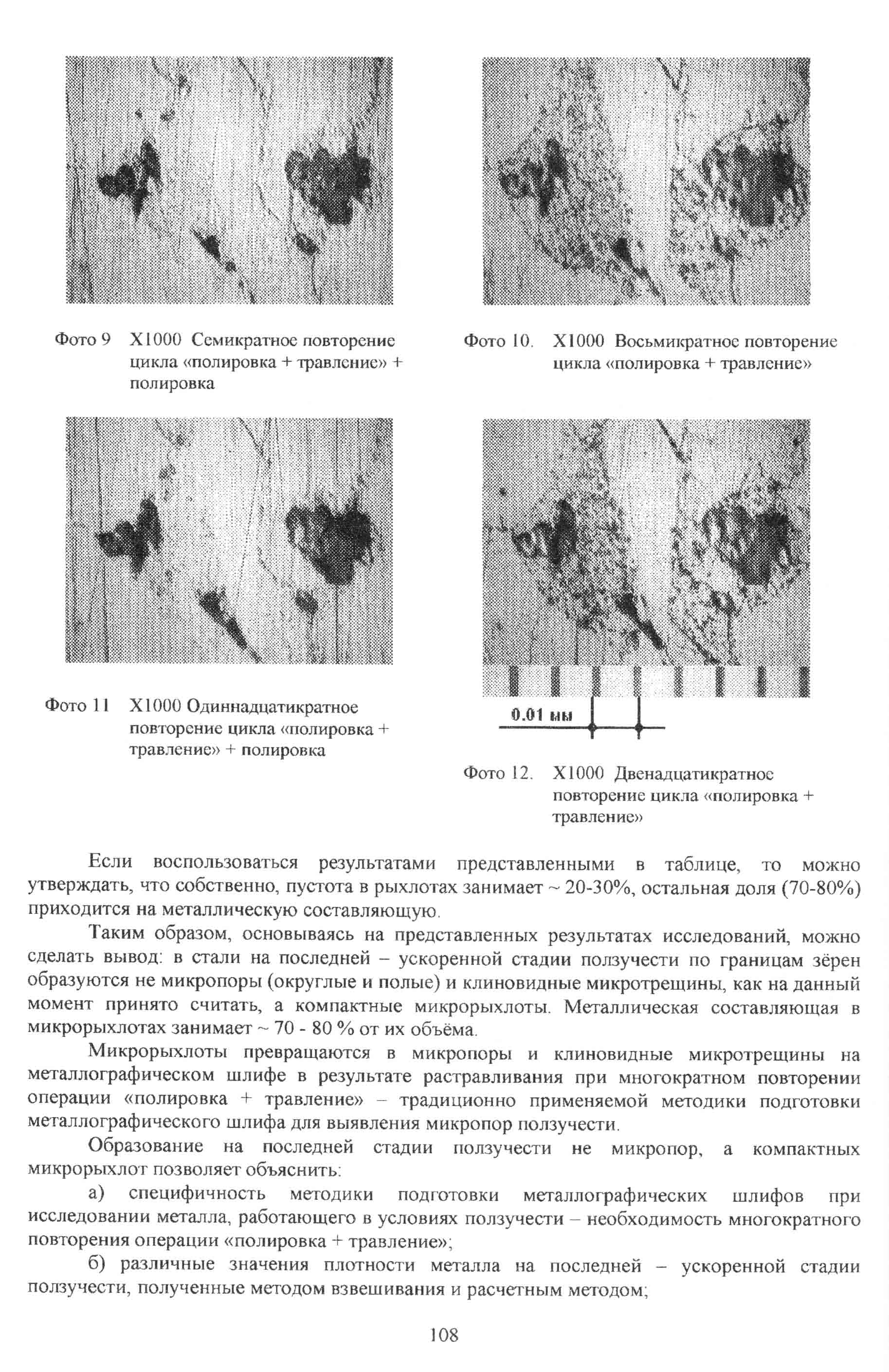
Обнаружено, что в стали на последней (ускоренной) стадии ползучести по границам зерен образуются не микропоры (округлые и полые) и клиновидные микротрещины, как на данный момент принято считать, а компактные микрорыхлоты. Металлическая составляющая в микрорыхлотах занимает 70 – 80% от их объема. Такая трактовка позволяет объяснить:
- специфичность методики подготовки металлографических шлифов при исследовании металла, работающего в условиях ползучести – необходимость многократного повторения операции «полировка + травление»;
.
- различные значения плотности металла на последней – ускоренной стадии ползучести, полученные методом взвешивания и расчетным методом;
- нелинейную зависимость остаточной деформации от времени на последней – ускоренной стадии ползучести;
- уменьшение скорости (до 2-3%) ультразвуковых волн в металле при увеличении остаточной деформации на последней – ускоренной стадии ползучести -
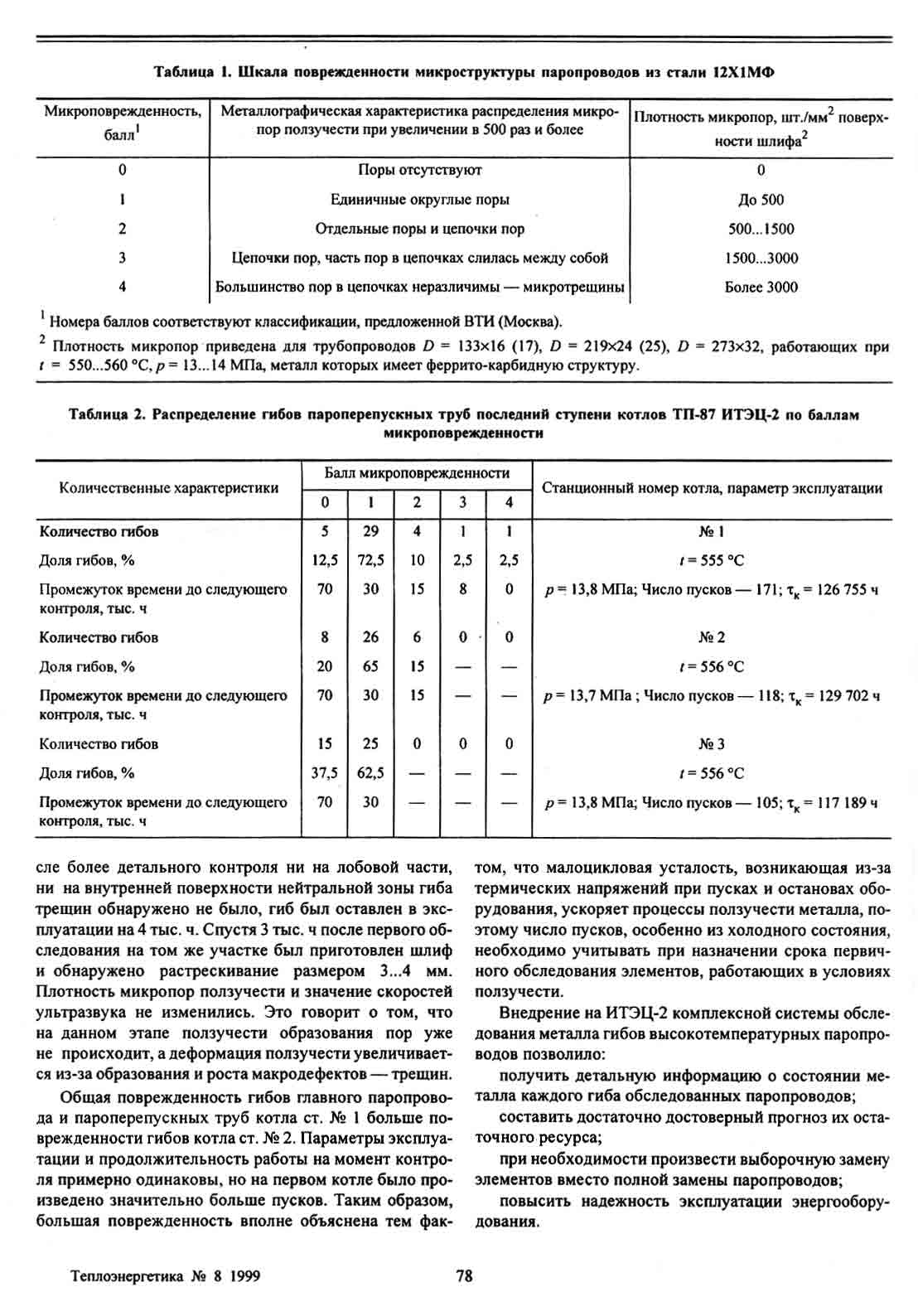
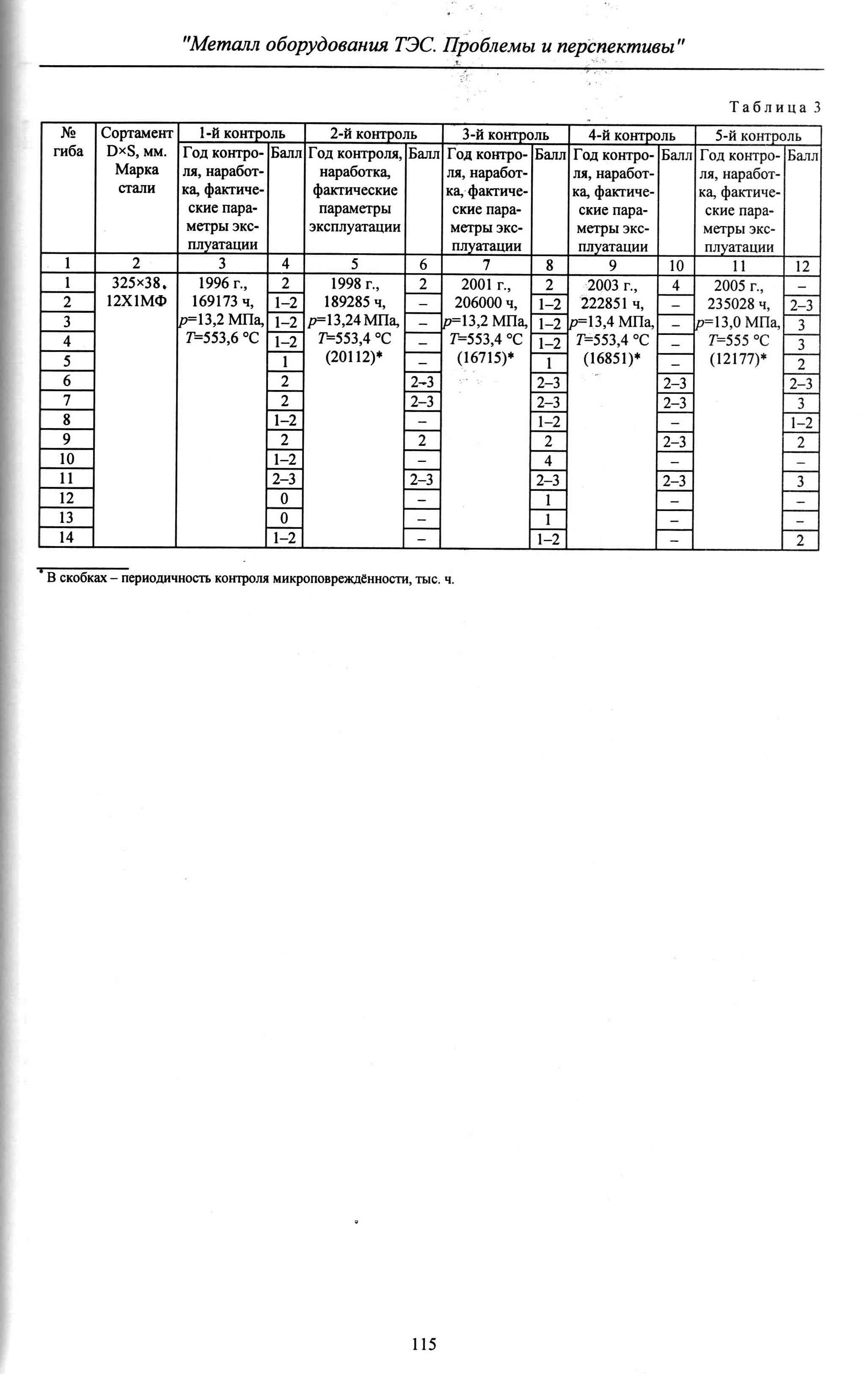
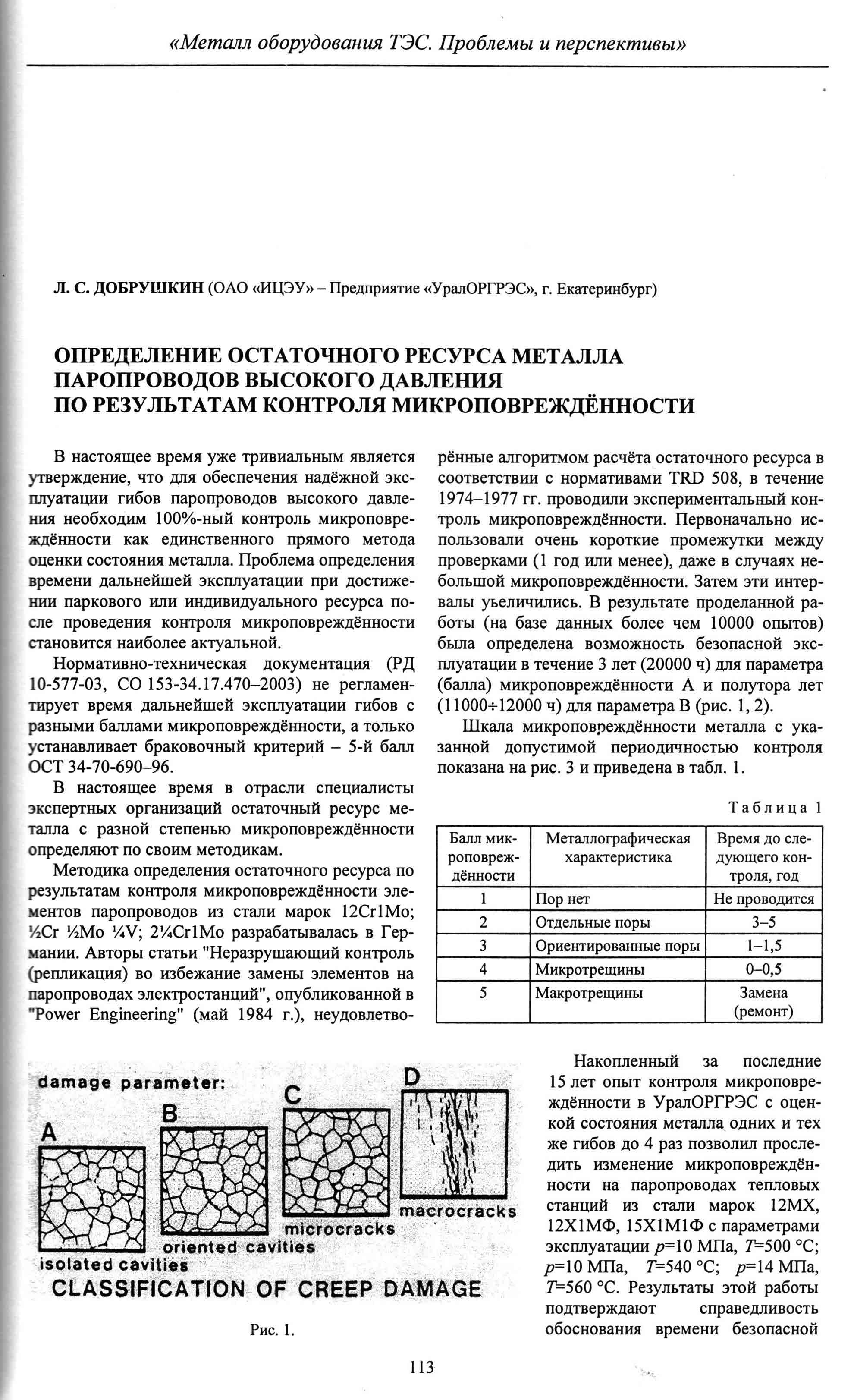
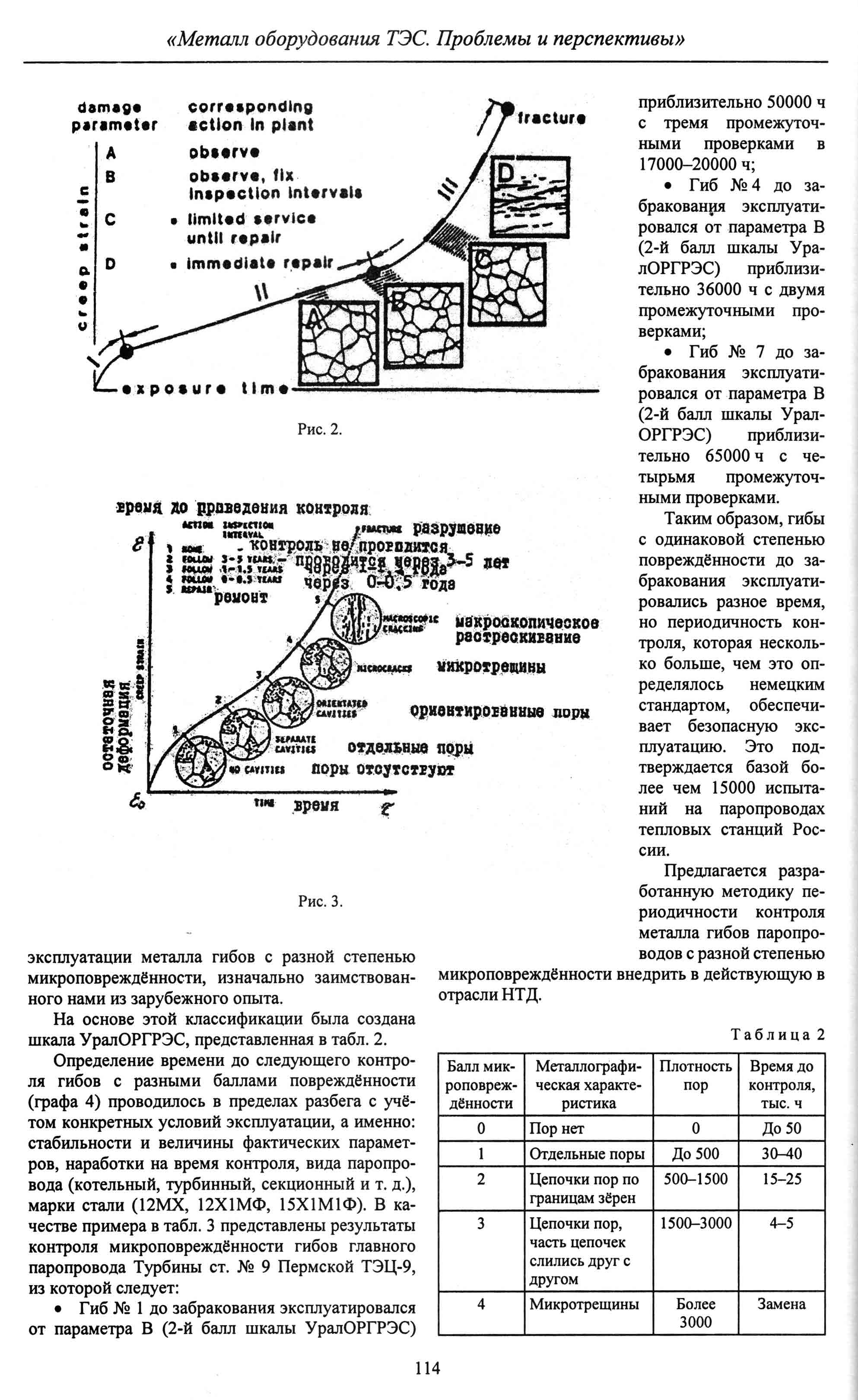
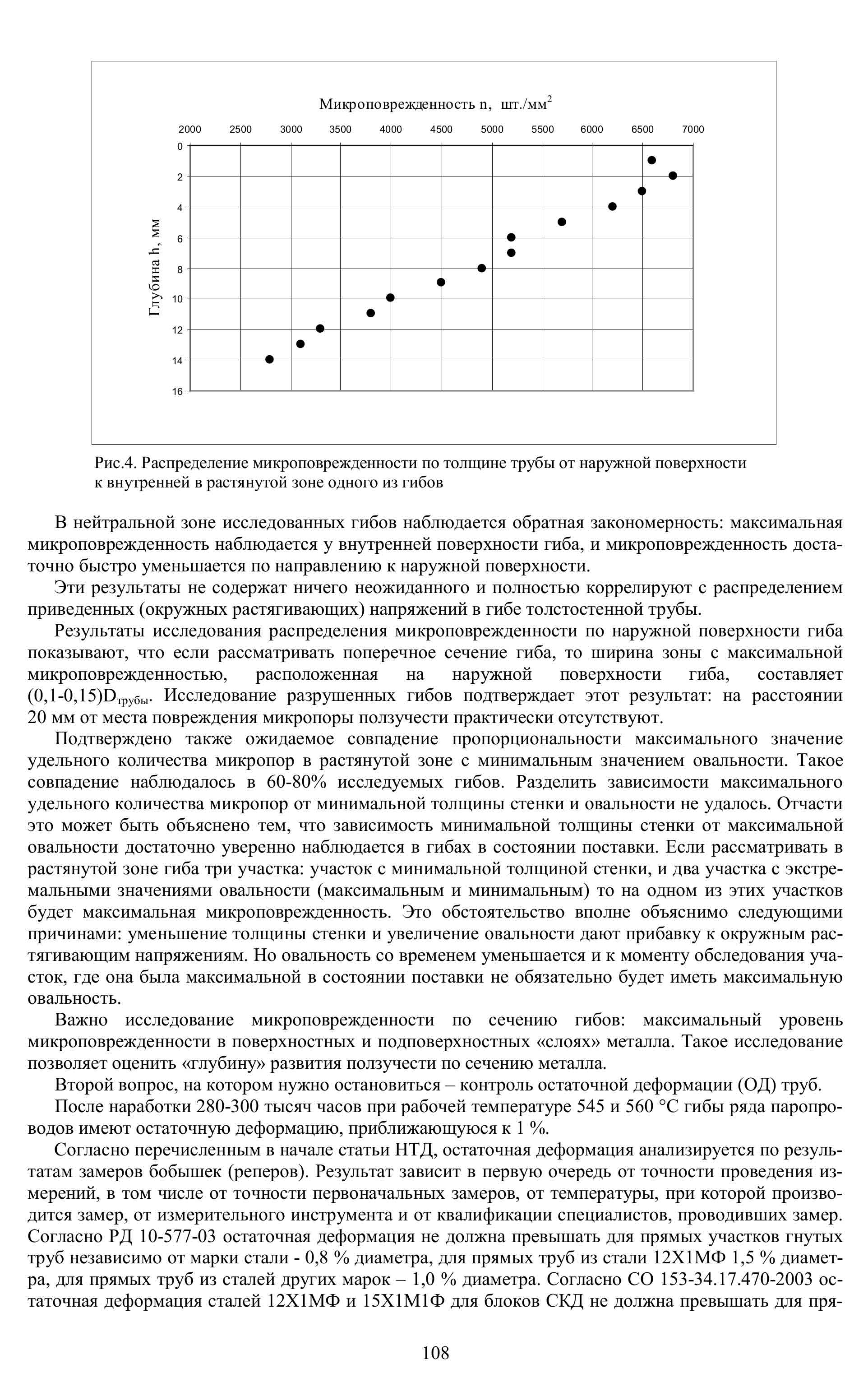
На сегодняшний день нормативно-техническая документация (РД 10-557-03, СО 153-34.17.470-2003) не регламентирует время дальнейшей эксплуатации гибов с разными баллами микроповрежденности, а только устанавливает браковочный критерий – 5-й балл ОСТ 34-70-690-96. Специалисты экспертных организаций по своим методикам определяют остаточный ресурс металла с разной микроповрежденностью. В публикуемой статье приводится метод, созданный на предприятии УралОРГРЭС под руководством автора. Основу метода составляет большая экспериментальная база - более 15000 испытаний гибов.
-
Материал публикации является приглашением к сотрудничеству и попыткой найти инвестора для проведения научных исследований усталости металла. Дается сравнение ползучести и усталости по следующим критериям: диагностические признаки (физические параметры), методы исследования, финансовые затраты на разработку методик. На основании многолетнего успешного опыта изучения ползучести делается заявление о том, что для изучения усталости и поиска диагностических параметров можно применить те же методы, которые применялись при изучении ползучести.
По материалам данной статьи подготовлена страница «Поиск инвестора» нашего сайта.
-
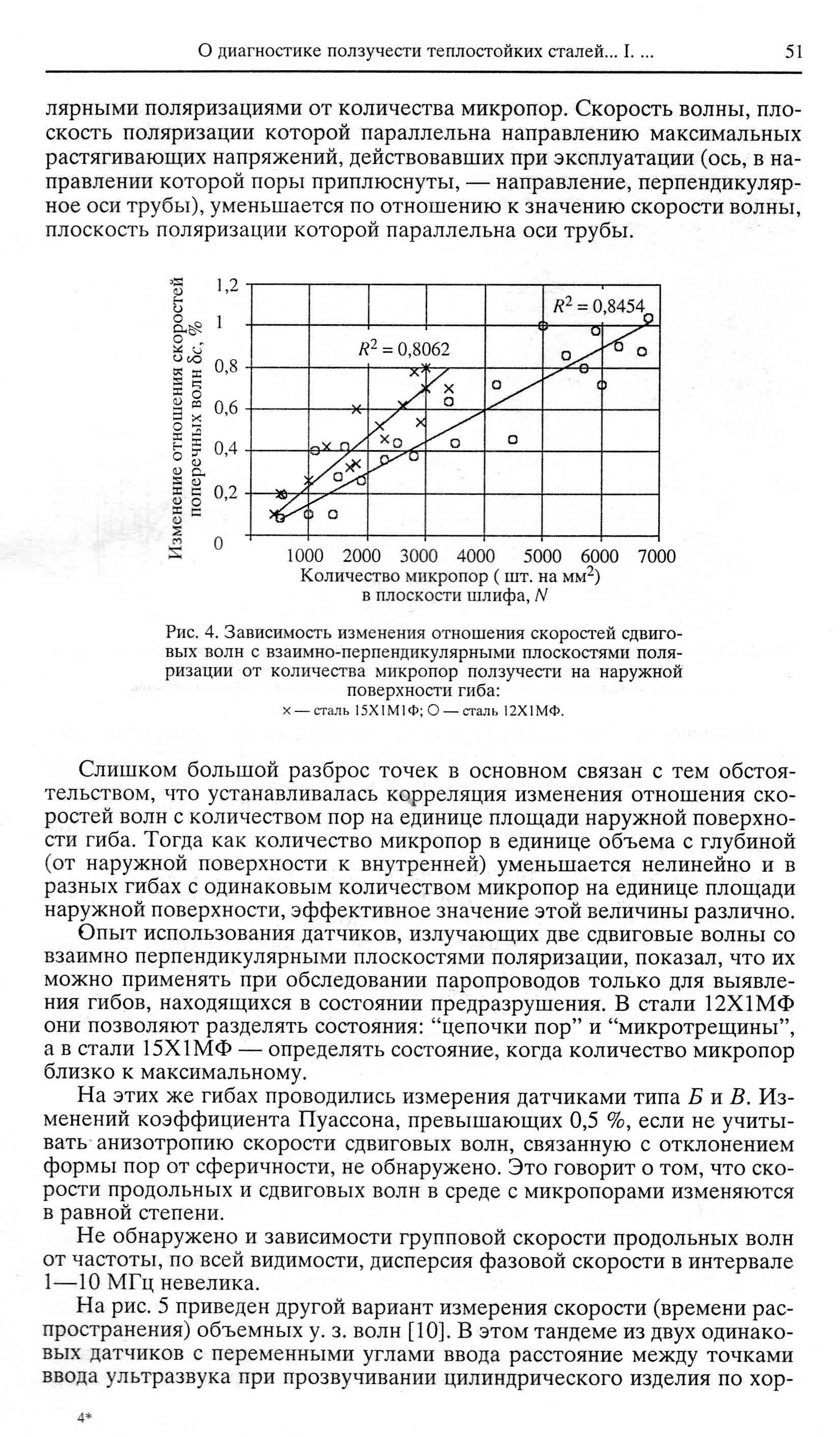
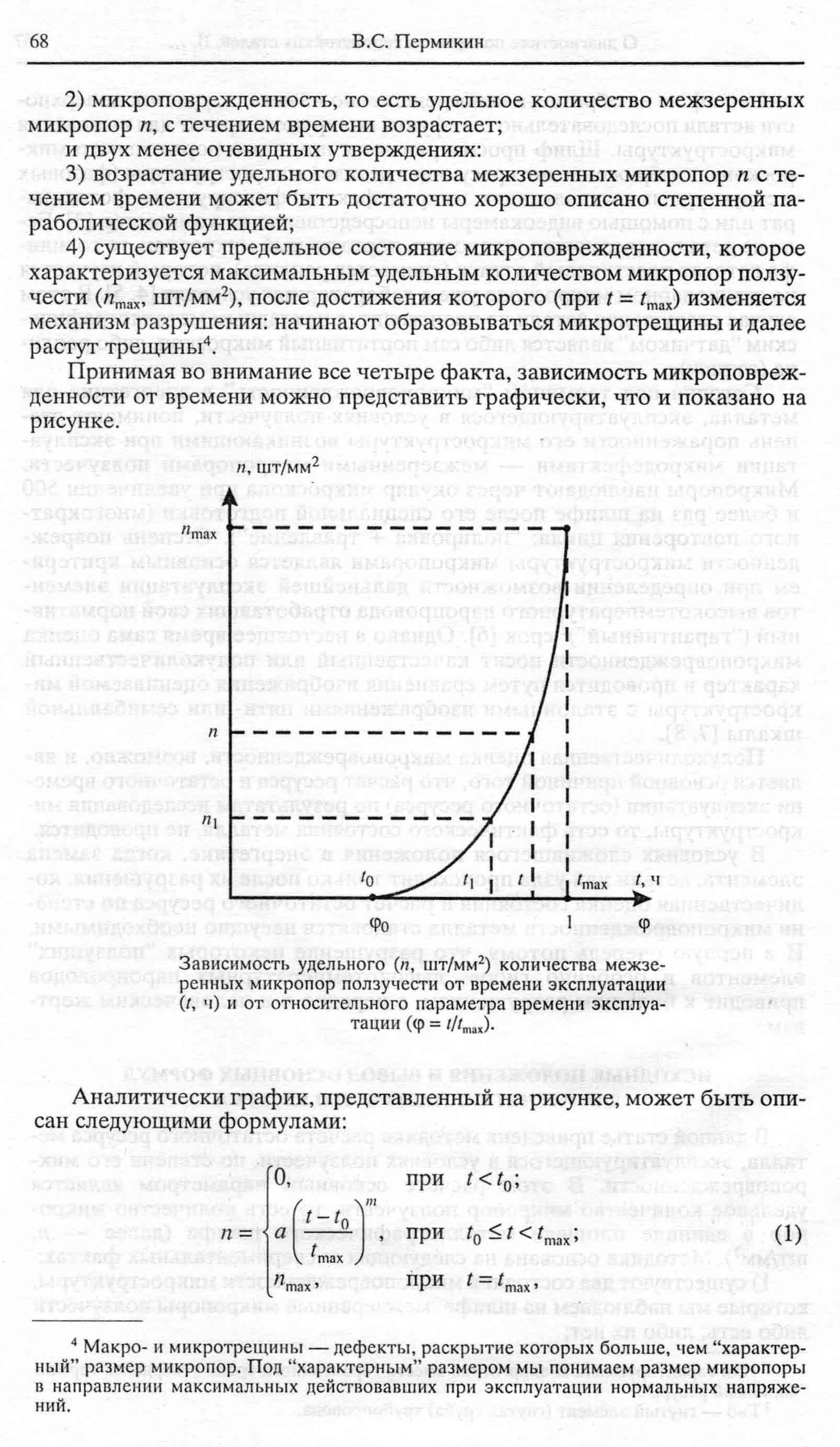
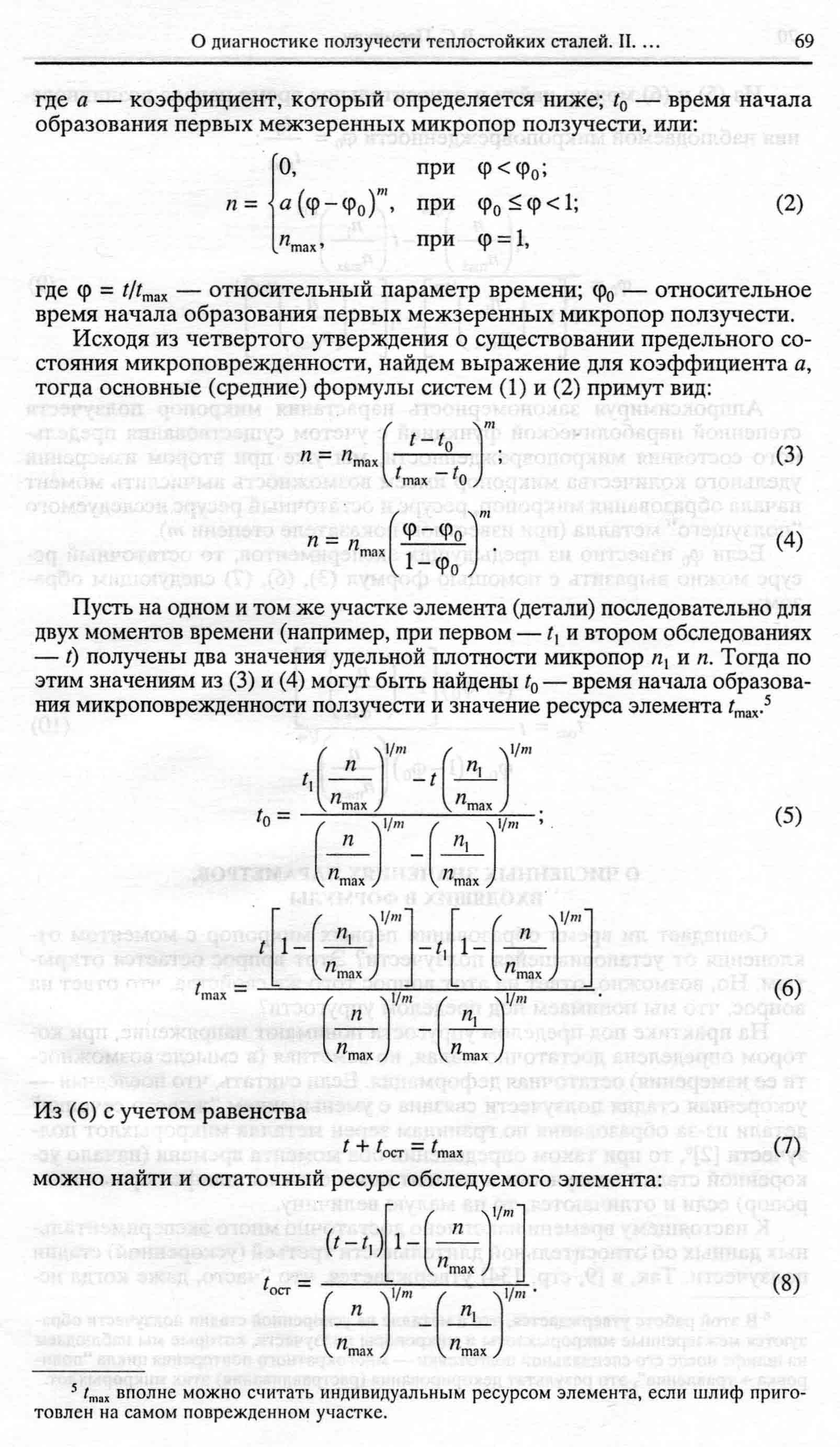
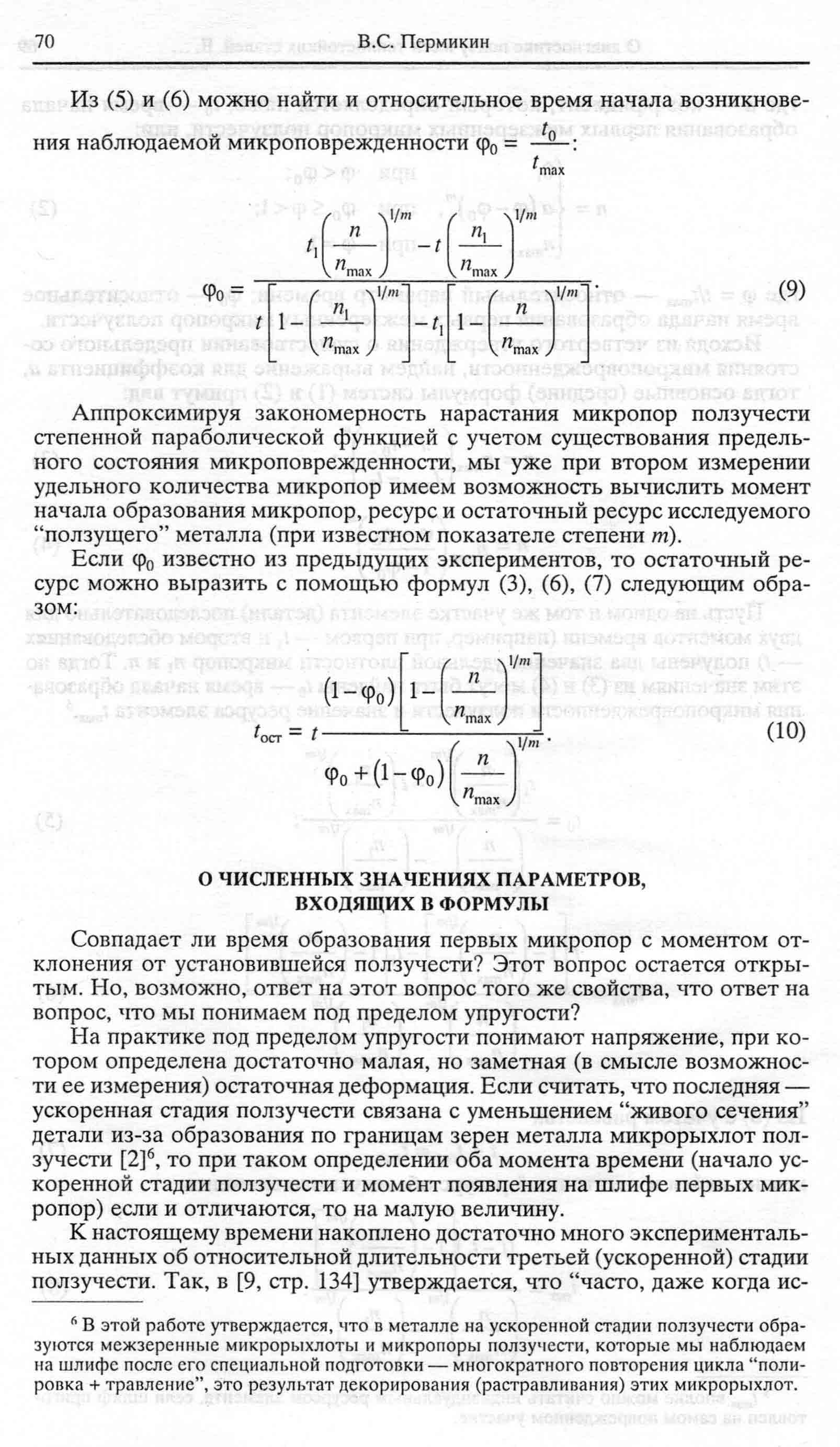
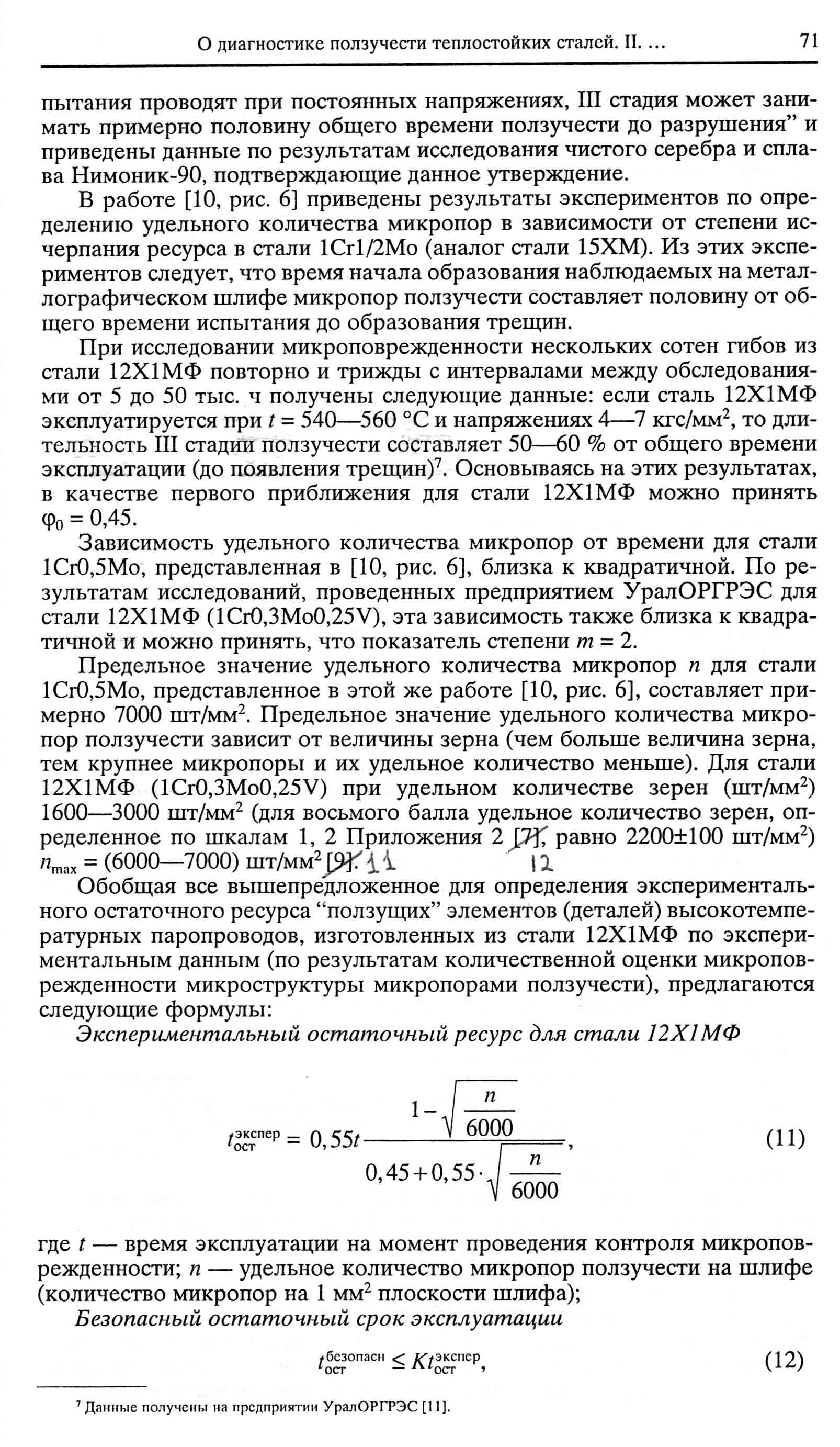
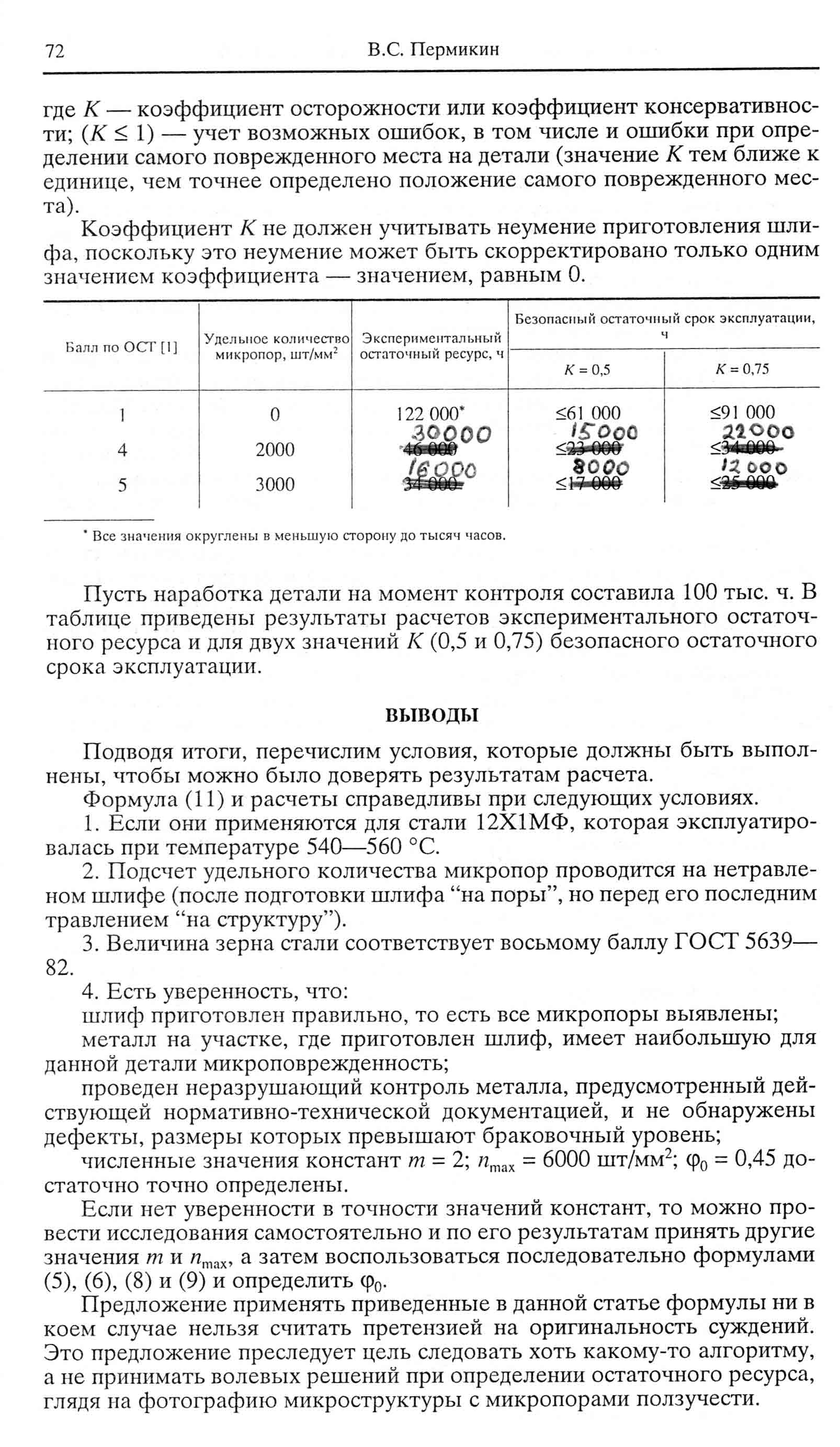
Обсуждается возможность расчета остаточного ресурса металла, работающего в условиях ползучести, по степени поврежденности его структуры микропорами ползучести. В предлагаемом варианте расчета основным параметром является удельное количество микропор ползучести (количество микропор в единице площади шлифа). Приведены общие формулы для расчета ресурса и остаточного ресурса металла, в частности, формулы расчета остаточного ресурса для наиболее распространенной в энергетике стали 12Х1МФ (1Cr0,3Mo0,25V).
-
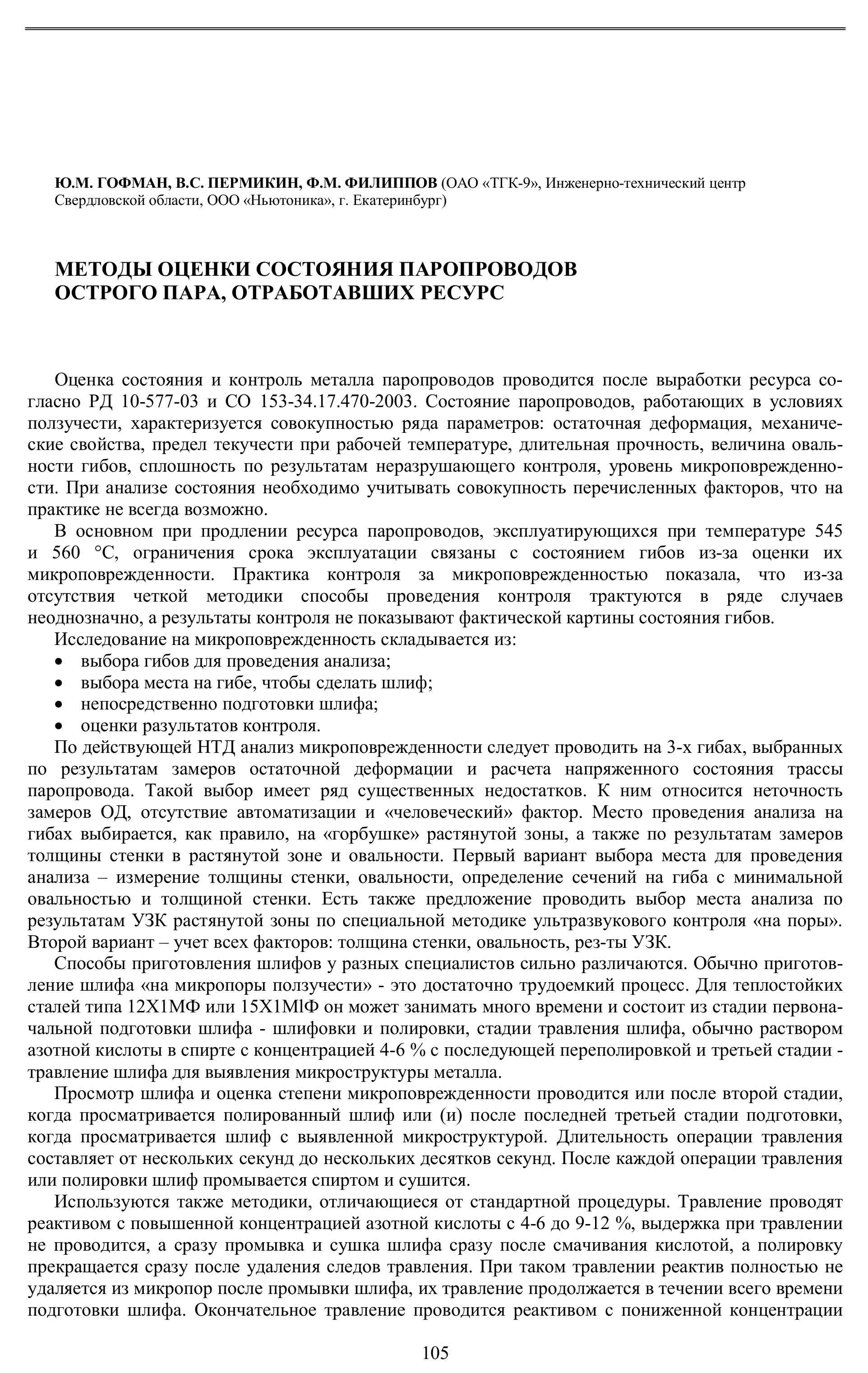
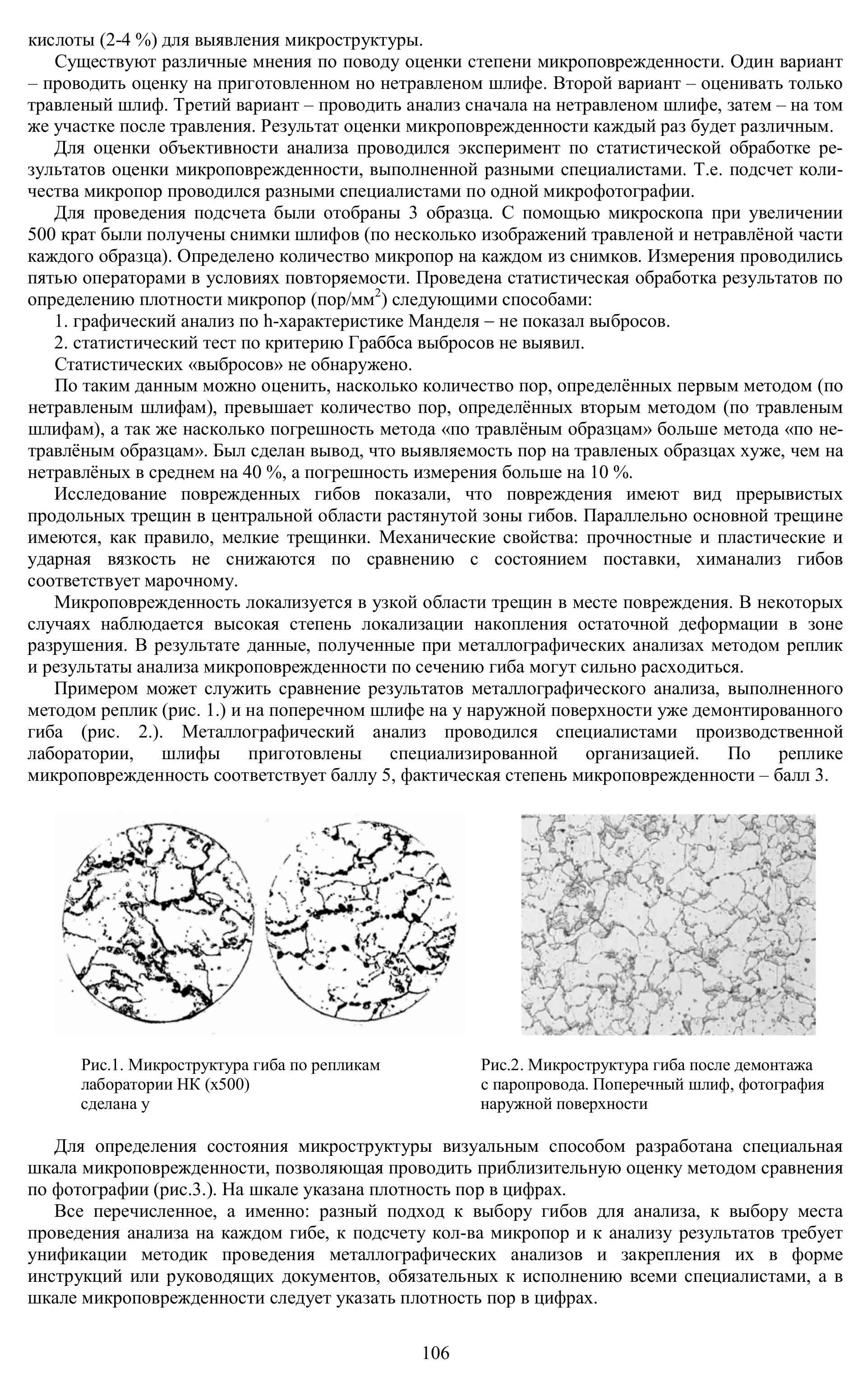
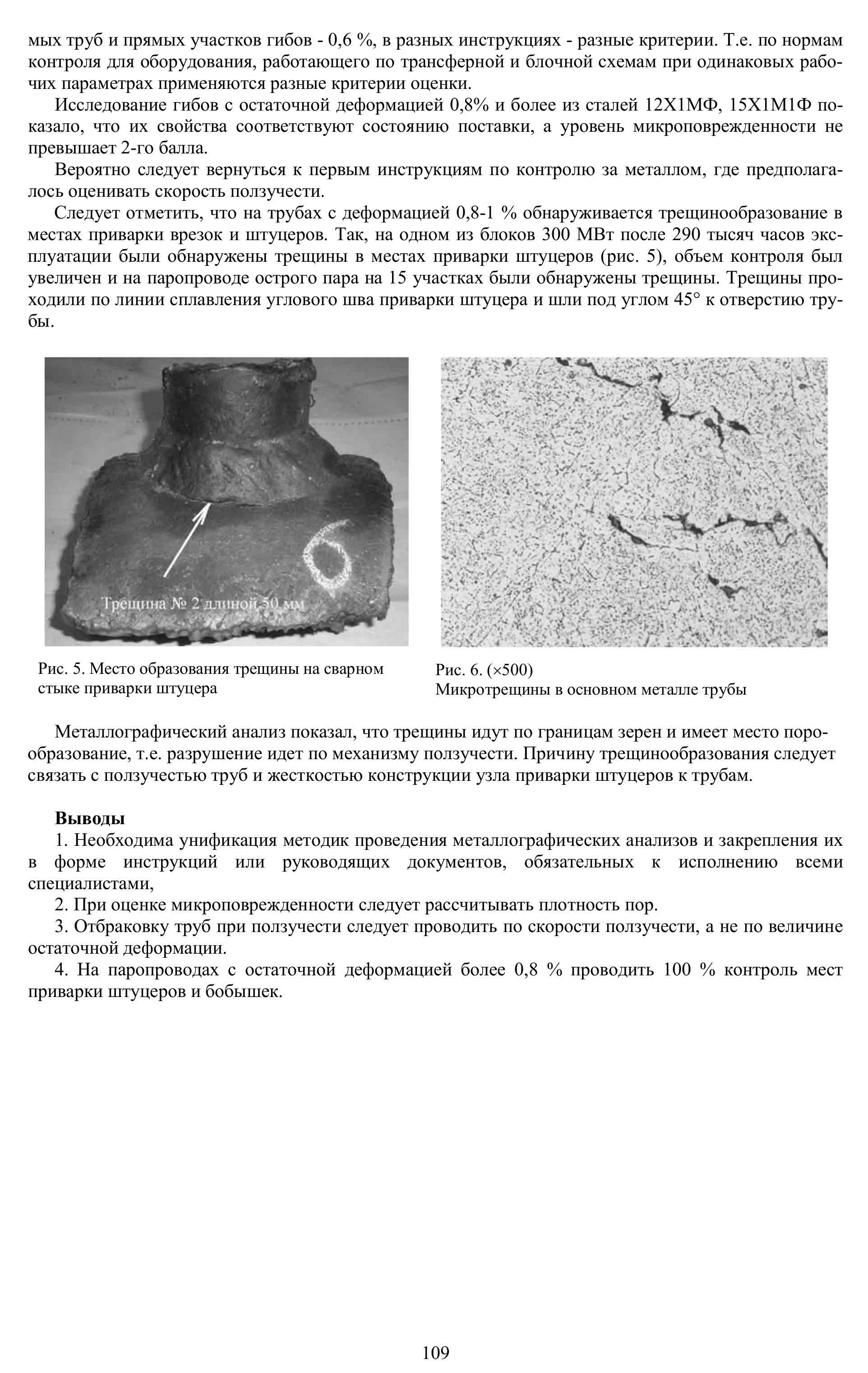
Обзорная статья, в которой обсуждаются этапы металлографического исследования высокотемпературных гибов: выбор гибов для проведения анализа; выбор места на гибе для приготовления шлифа; подготовка шлифа; оценка результатов контроля. Делается вывод о том, что:
- требуется унификация методик проведения металлографического анализа и закрепления их в форме инструкций, обязательных к исполнению всеми специалистами;
- при оценке микроповрежденности следует рассчитывать плотность микропор;
- отбраковку труб при ползучести следует проводить по скорости ползучести, а не по величине остаточной деформации. -
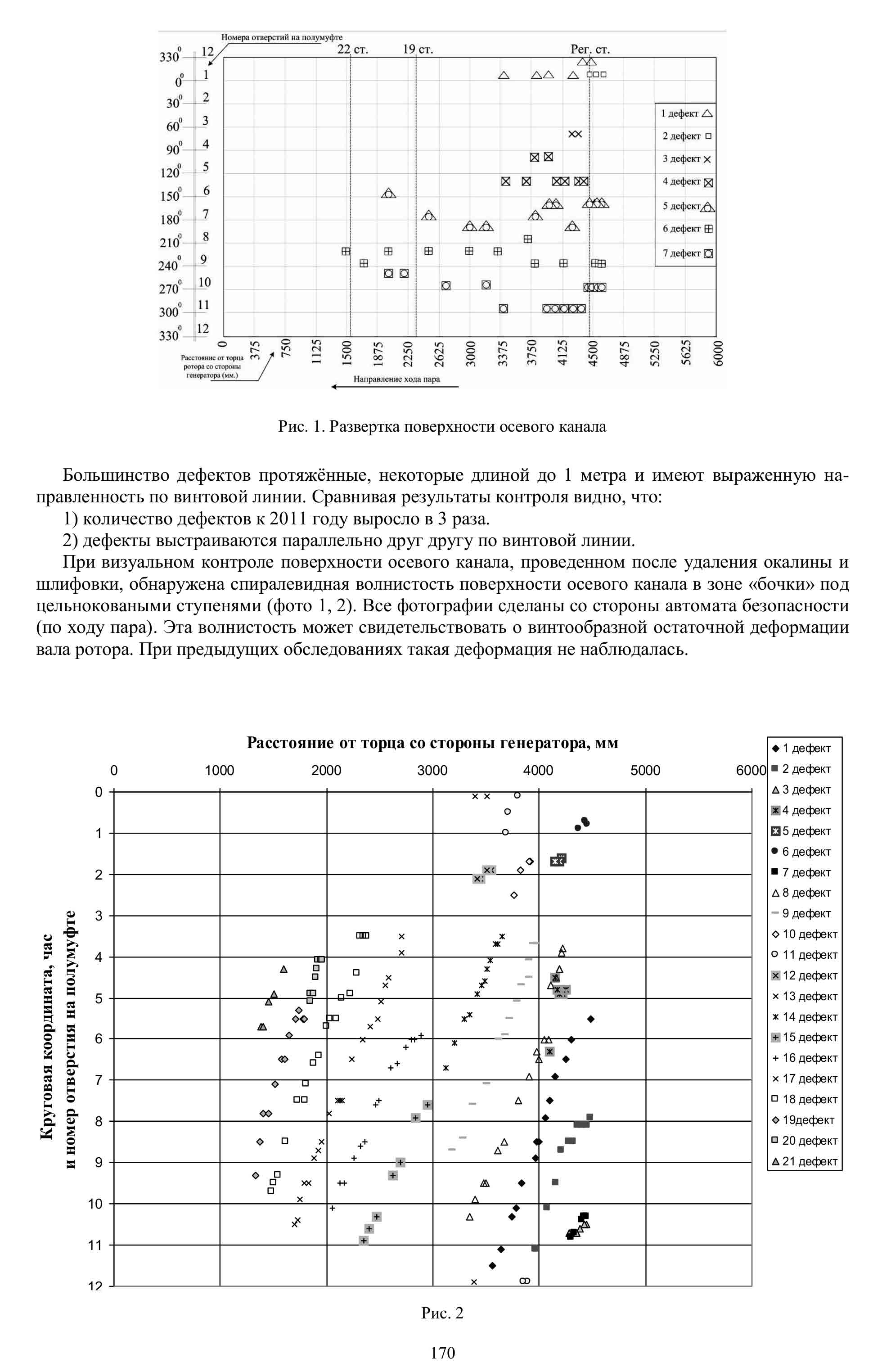
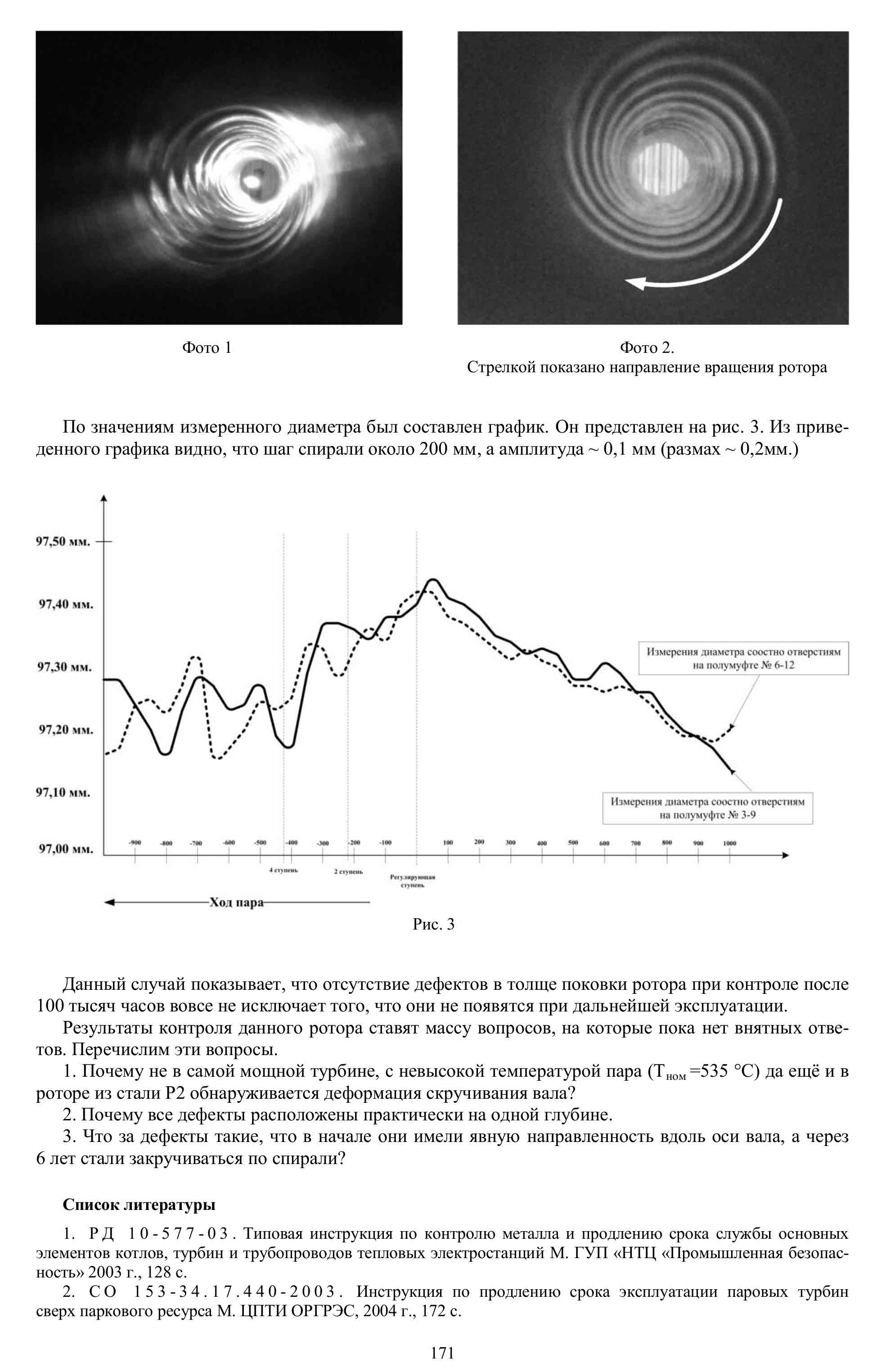
Рассказывается история наблюдения развивающихся дефектов, обнаруженных в толще вала ротора турбины К-50-90-3 Воркутинской ТЭЦ-2. Первый раз при ультразвуковом контроле в 2000 г. (наработка 220 тыс. ч.) дефектов обнаружено не было. В ходе повторного обследования в 2005 г. (наработка 265 тыс.ч.) было выявлено 7 дефектов, превышающих браковочный уровень. Наконец в 2011 г. (наработка 305 тыс. ч.) при контроле был обнаружен 21 дефект.
Авторы статьи задаются вопросом об обоснованности п. 2.1.2 Инструкции СО 153-34.17.440-2003, согласно которой «В том случае, если ультразвуковой контроль ротора проводился после 100 тыс. ч. эксплуатации и недопустимых дефектов при этом выявлено не было, повторный контроль ротора этим методом после исчерпания паркового ресурса допускается не проводить».
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}