


Non-Destructive Testing
Workshop Newtonika renders services on diagnostics of the metal which are almost entirely based on our own original research.
Company provides technical, knowledge-intensive types of non-destructive testing and determination of residual resource of the long-running metal by accumulated micro-damages.
Employees of the enterprise obtain expertise in the following spheres:
- control of the metal of rotors in the axial channel;
- control of micro-damages of metal working in a creep;
- ultrasonic determination of metal condition and residual life of metal working in a creep.
Control of the metal of rotors in the axial channel
Workshop Newtonika provides services of metal controls for rotor axial channel of steam turbine, control of high pressure rotor creep in accordance with the requirements of RD 03-577-10 and SO 153-34-17.440-2003. During last 15 years company examined approximately 400 of steam turbine rotors of the different types.
The proposed works include:
- descaling and polishing of the axial channel up to roughness better than Rz 10;
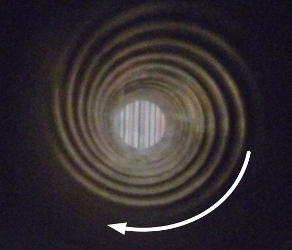
- visual inspection of the surface using a periscope or video cameras;
- ultrasonic flaw detection of metal (immersion method);
- eddy current flaw detection of the channel surface;
- geometry of the channel diameter and calculation of permanent deformation.
It is possible to carry-out control without opening the cylinder (through the generator stator or automatic circuit breaker).
In case of defects we provide the following options:
- capillary (color or fluorescence) flaw detection of axial channel surface;
- inspection of the metal status by change of surface ultrasonic waves velocity;
- measuring the depth of detected cracks by ultrasonic method.
During the axial inspection of the rotors Newtonika specialists use proprietary solutions. One of them is protected by the RF patent, others are in the form of "know-how".
We use tools that reduce the time needed for descaling and polishing of axial channel to 5-6 hours.
All control activities described in the technological instructions are an integral part of the quality system of the company.
Interesting facts of rotor controls experience:
- operational defects inside the shaft occur at a certain depth, depending on the type of the rotor;
- operational defects inside the shaft, twist following spiral lines, depending on the direction of rotation of the rotor;
- a large number of operational defects causes waviness of axial channel surface.

Control of micro-damages of metal working in a creep
Newtonika has developed and implemented a comprehensive methodology of metal survey, that increases the reliability of assessment and accuracy of prediction of residual life of equipment:
- improved technique for preparation of thin specimen for observation of creep micropores;
- it was revealed that micro defects (micropores, which we can be observed at the thin section) result etching of microporosity, which is formed during creep;
- company developed the calculation of the residual resource of metal affected by creep, according to the results of micro-damages control;
- it was revealed that all the kinds of steels affected by creep also undergo the process of graphitization;
- designed portable metallographic microscope;
- designed varnish for metallographic replicas;
- developed methods and devices for diagnostic of creep in steam lines bends and high pressure rotor by speed of ultrasonic waves (reserved by four patents).
Ultrasonic determination of metal condition and residual life of metal affected by creep
The Newtonika Company developed the assessment method of micro-damages in metal affected by creep, by ultrasonic wave velocity, which is protected by two patents.
Condition of the metal determined by the dependences deduced from experiments. It is a dependence of velocity of transverse and surface waves on a density of creep micropores. We defined criteria of limitation (maximum delta velocity) for steel types 12Х1МФ, 15Х1М1Ф, 25Х1М1Ф for various operating parameters, that allows to calculate the residual resource of metal.
There were designed the probes to measure the speeds of ultrasonic waves and samples for calibration of acoustic and geometrical parameters of the sensors.
On the basis of measurements of ultrasonic waves velocity and metallographic analysis we had developed the testing survey for high temperature steam lines bending (superheated steam and superheating, steam bypass pipelines of the turbines and last stages of boilers).
Since 1989, the application of this methodology facilitated the identification of more than 200 bends on the stage of pre-destruction (with macro-and micro-cracks). Total number of bends surveyed - more than 16000 bends of various standard sizes on many Power Plants (Izhevsk TPP-2, Mogilev TPP-2, Kazan TPP-2, Perm TPP-9 and TPP-14, Salavat TPP-1 and TPP-2, Karmanovskaya, and Zainskaya District TPP, etc.).
The survey technique of steam line bends implemented by Tyumenenergoremont enjeneering company, Udmurtenergo, at the Karmanovskaya PP, Krasnoyarsk District TPP-2 and in the Republic of Uzbekistan.