


List of publications
-
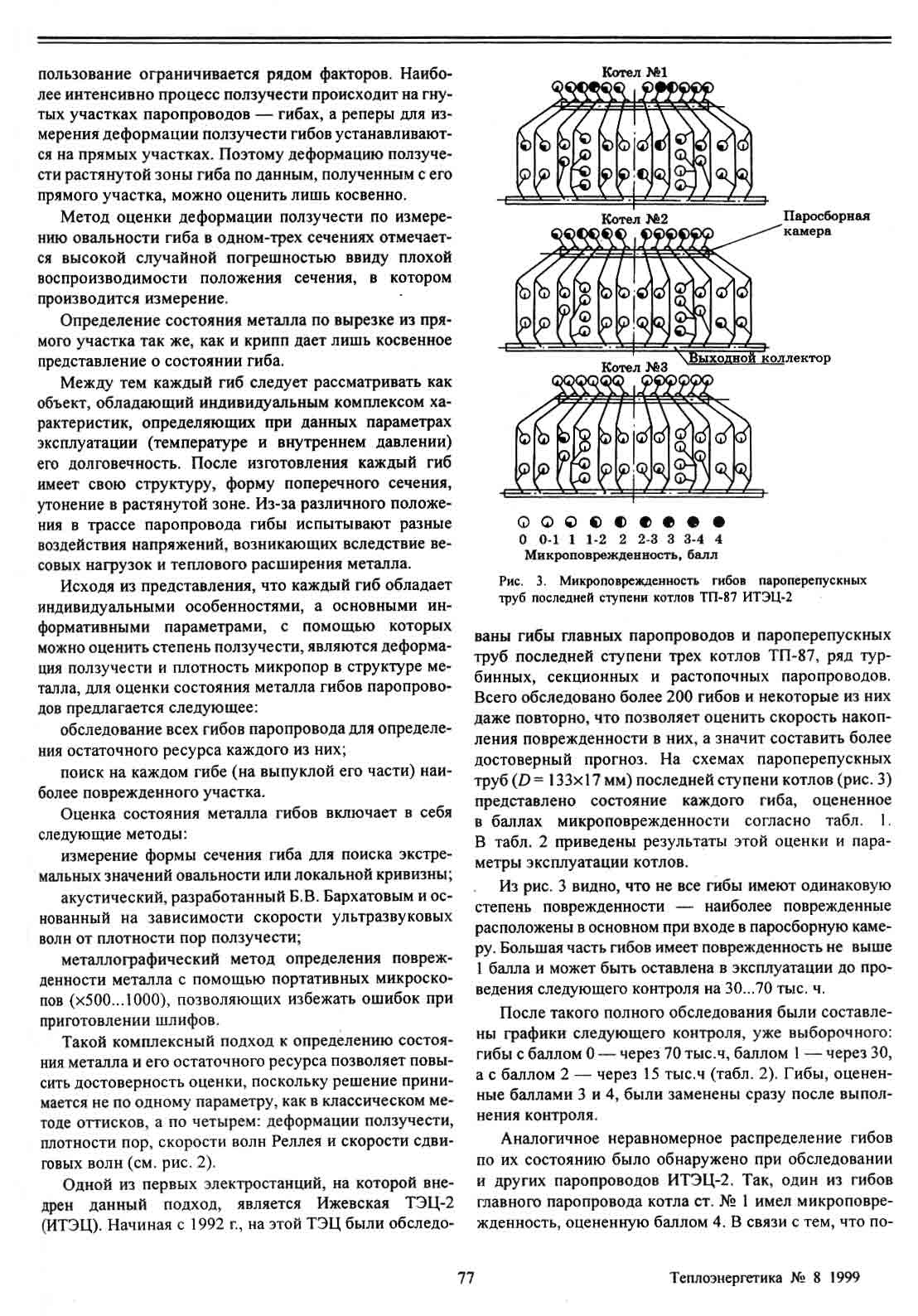
This article describes an integrated approach to the determination of the state of the metal bends and their residual service life. It is shown that the method can improve the accuracy of estimates, because the decision is made not by a single parameter, as in the classical method of prints, but the four: the creep strain, pore density, velocity of Rayleigh waves and shear wave velocity. To determine these parameters they use:
- Measurement of cross-sectional shapes of bending to find extreme values of roundness and local curvature;
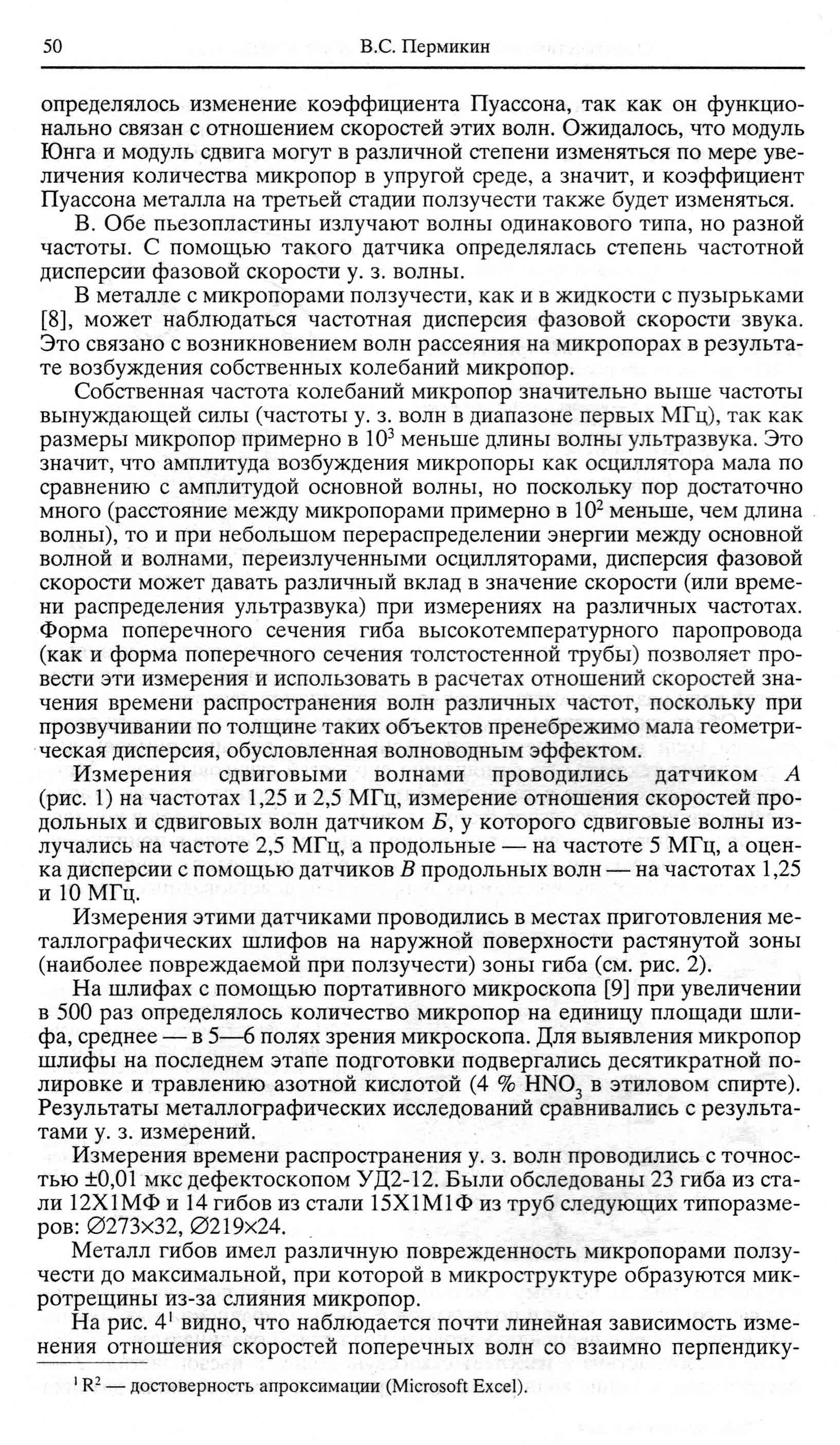
- Measurement of the velocity of ultrasonic waves to determine the creep pore density;
- Metallographic inspection to determine the damage to the metal using a portable SPM microscope to avoid errors in the preparation of thin sections.One of the first power plant, which has implemented a comprehensive approach to determining the state of the metal, is Izhevsk TPP-2. Since 1992, at the plant there were examined bends the main steam lines, steam bypass, turbine and other pipelines. More than 200 bends were examined in total. Some of them were inspected repeatedly, that allows us to estimate the rate of damage accumulation, and hence a more reliable prediction
-
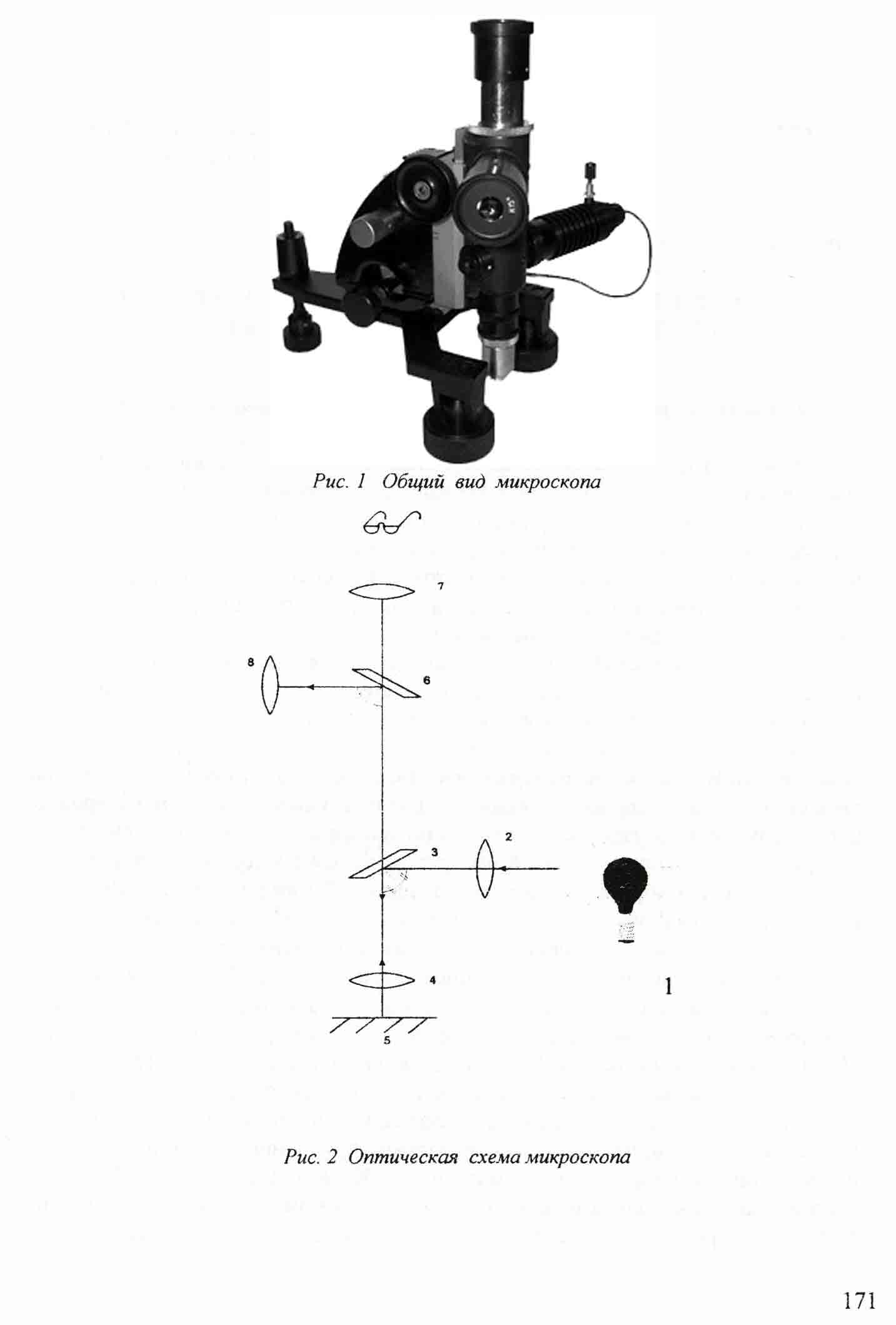
The article covers aspects of the design and the purpose of metallographic portable microscope (PSMM).
One of the advantages is the three magnetic feet which allow to install the metallographic microscope on variously oriented surface. Magnetic feet allow to explore the micro-structure of metal directly on the details of the hardware on the production site.
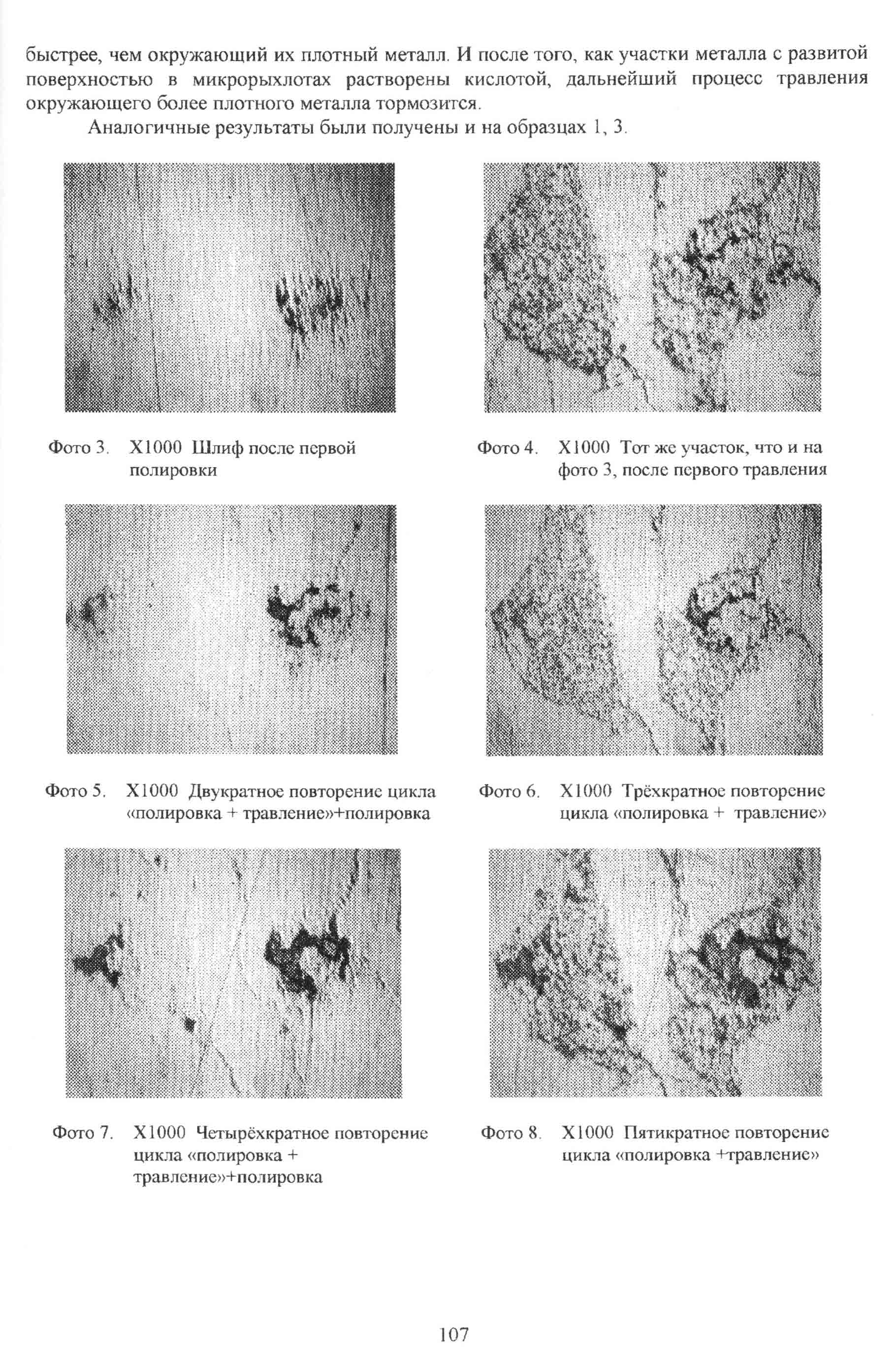
Design of the metallographic microscope provides the surface preparation (polishing and etching) to be produced with the microscope installed. Observation of the same area of the section on the stages of polishing and etching facilitates the quality improvement of the inspected surface.
For more information about metallographic microscope see the page “PSM microscope” on our site.
-
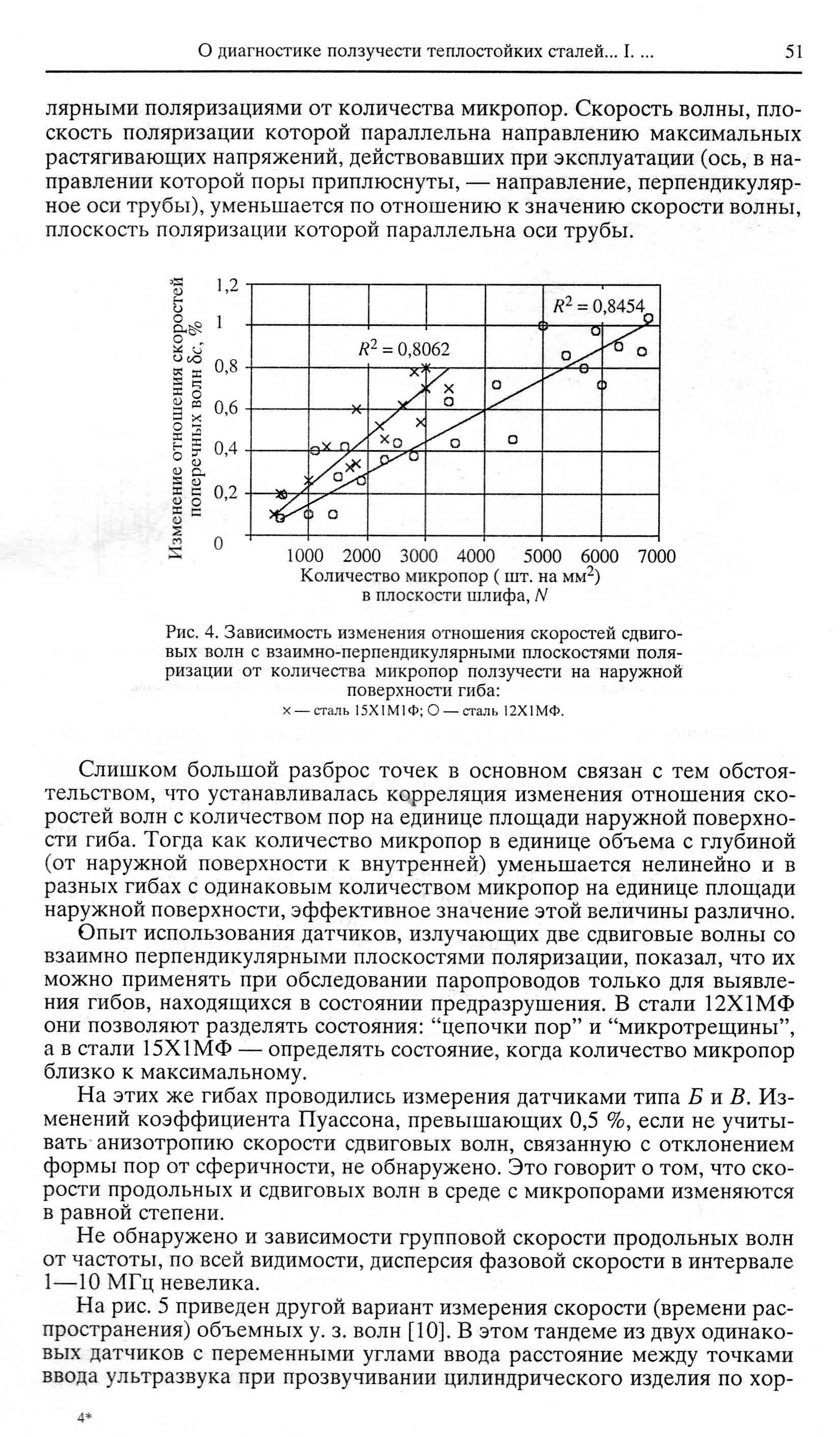
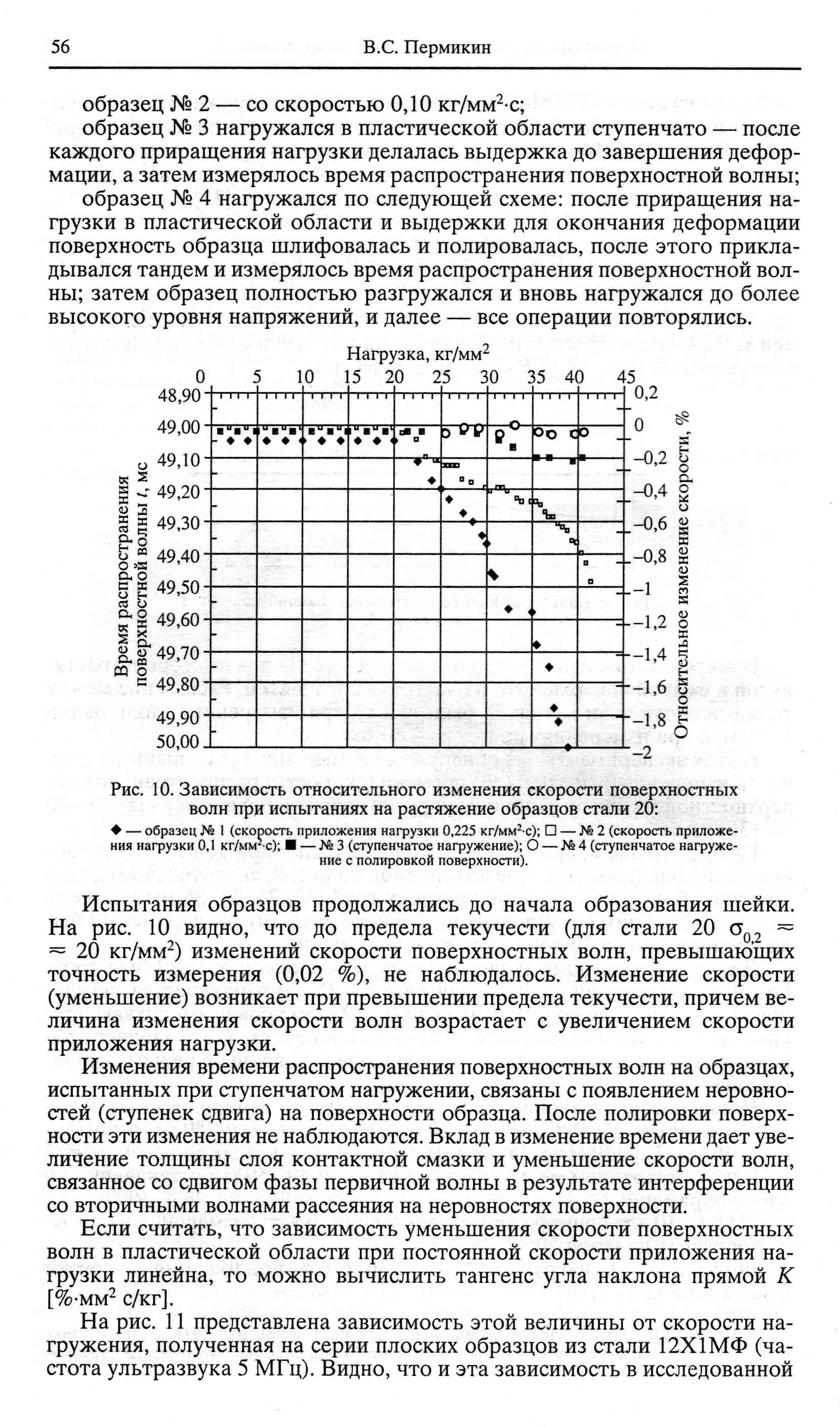
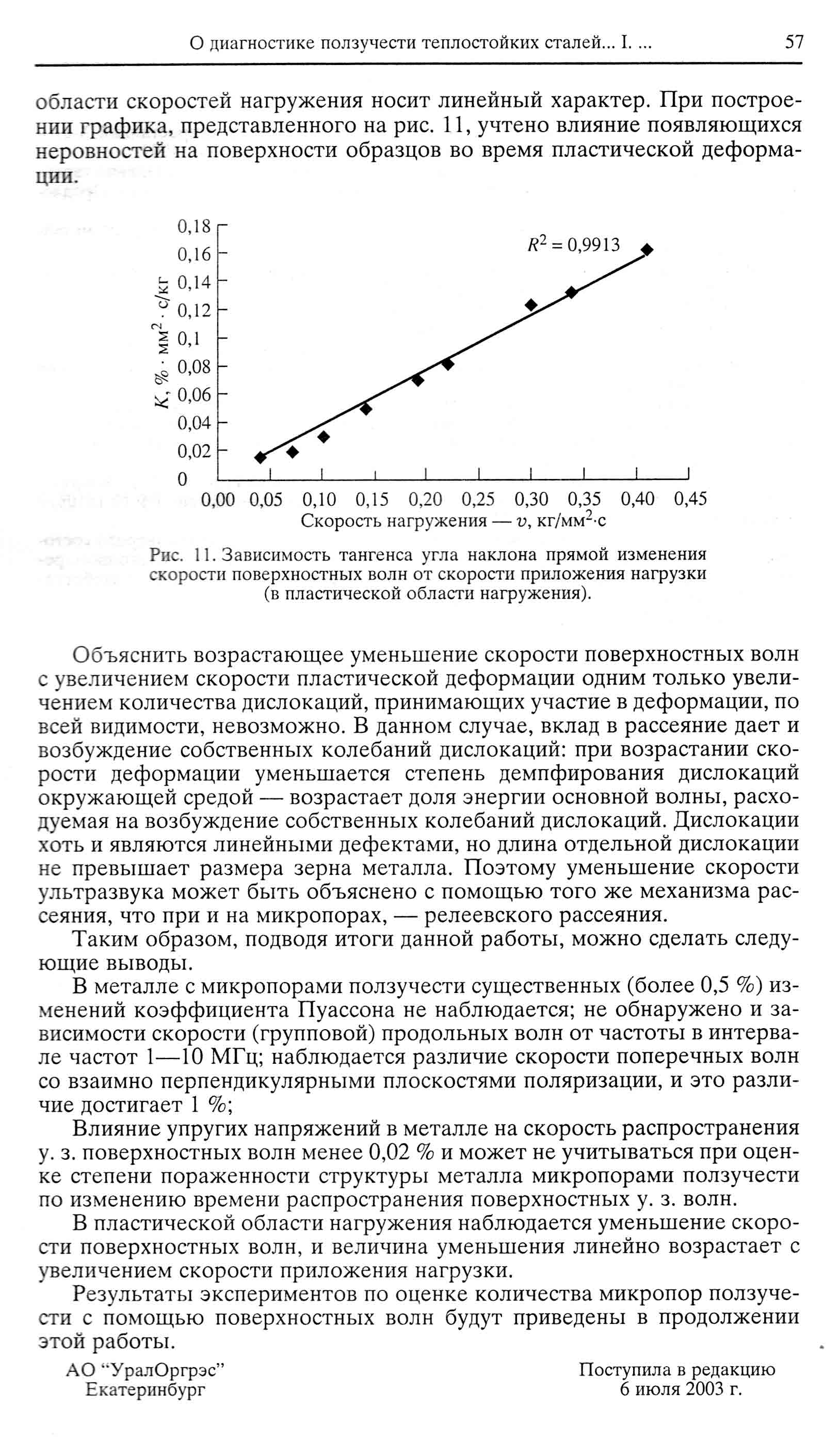
Describes the design of sensors for measuring the propagation time of bulk and surface ultrasonic waves. Article includes the review of sensors’ application for detection of creep of metal. There are provided some results of measuring the velocity of surface waves, when loading samples in elastic and plastic areas. It is proved that in the elastic field (up to the yield point of metal) change in velocity of surface waves is less than 0.02%. In plastic field of surface wave velocity is reduced linearly and depends on the speed of the applied load.
-
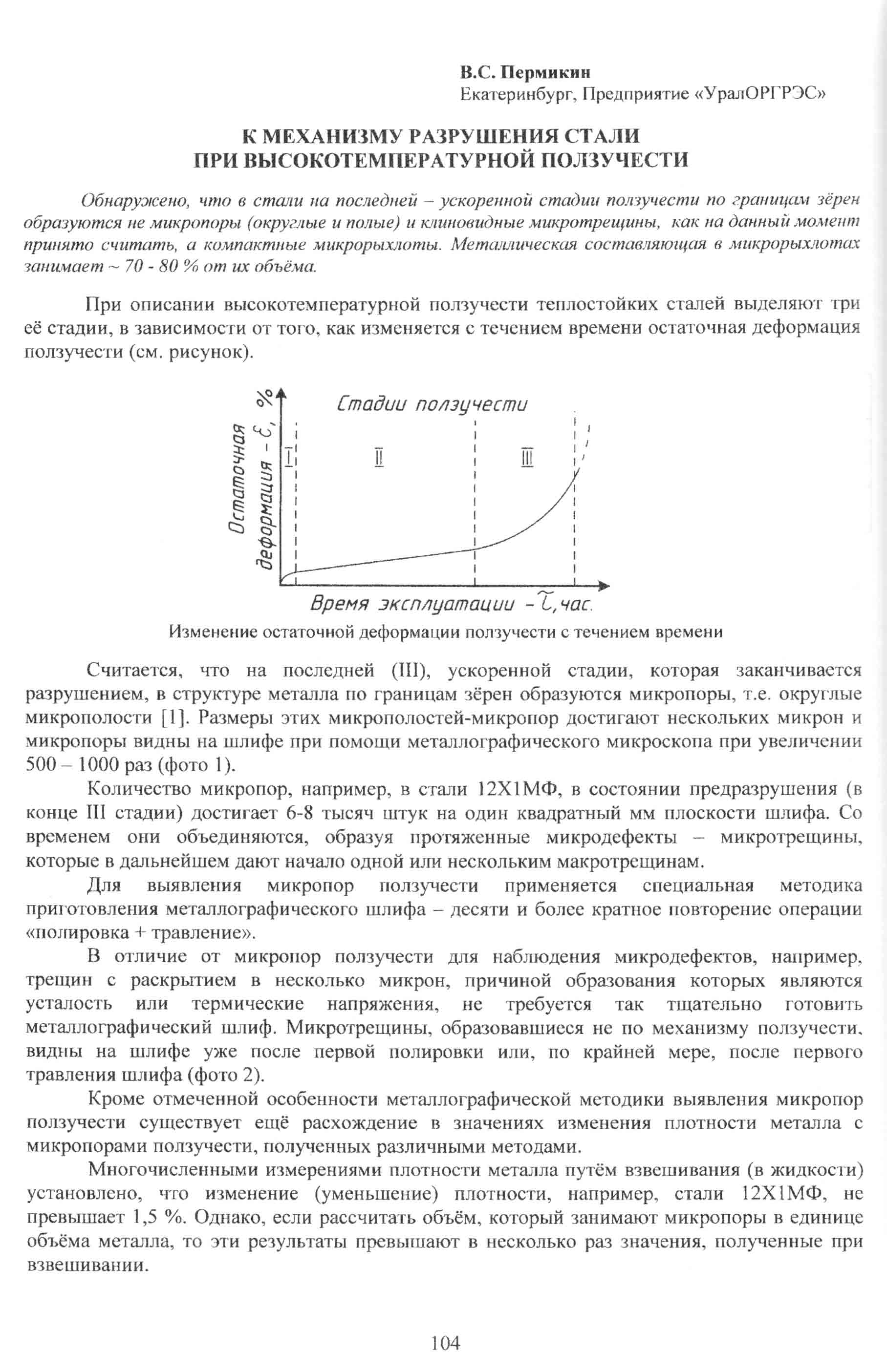
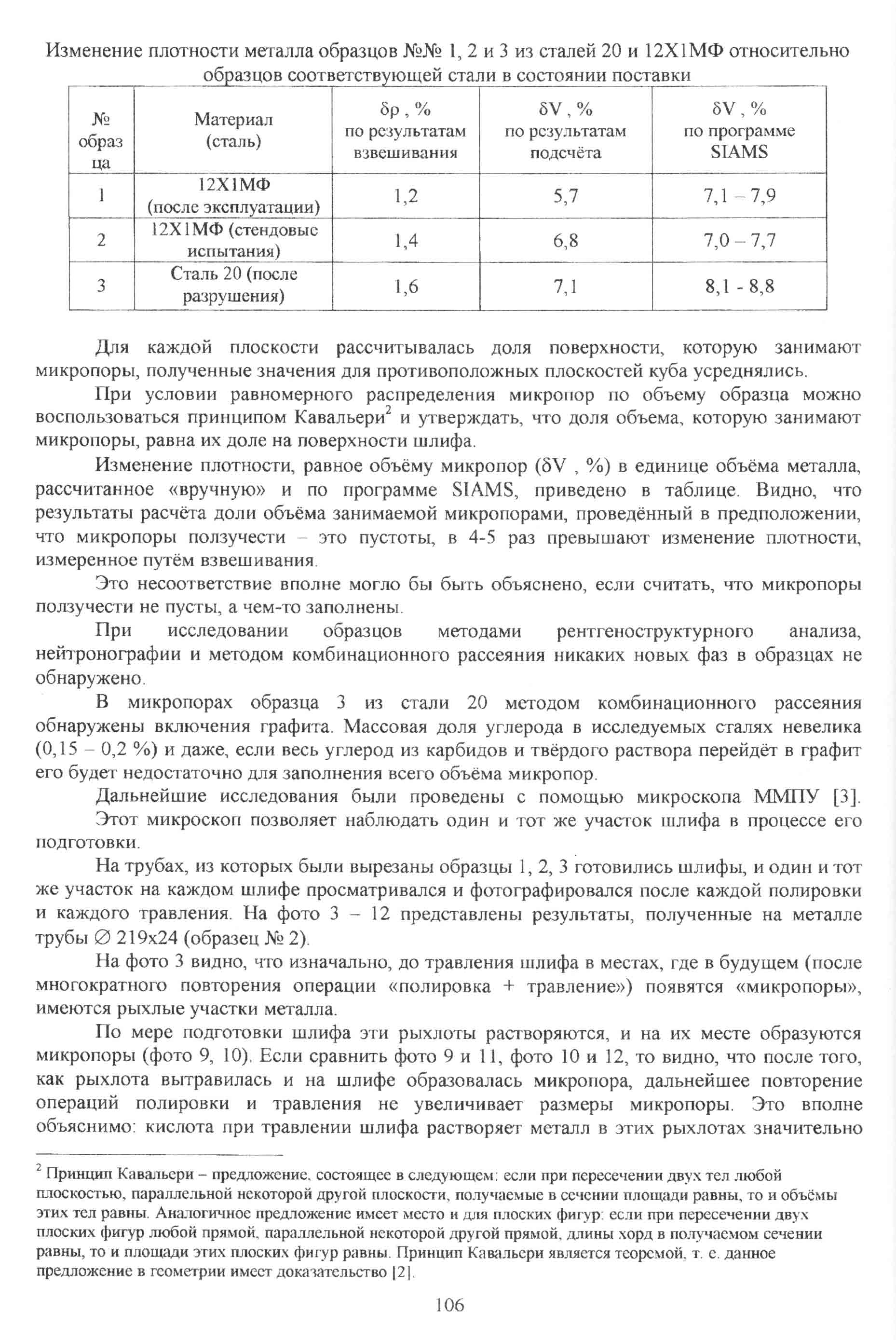
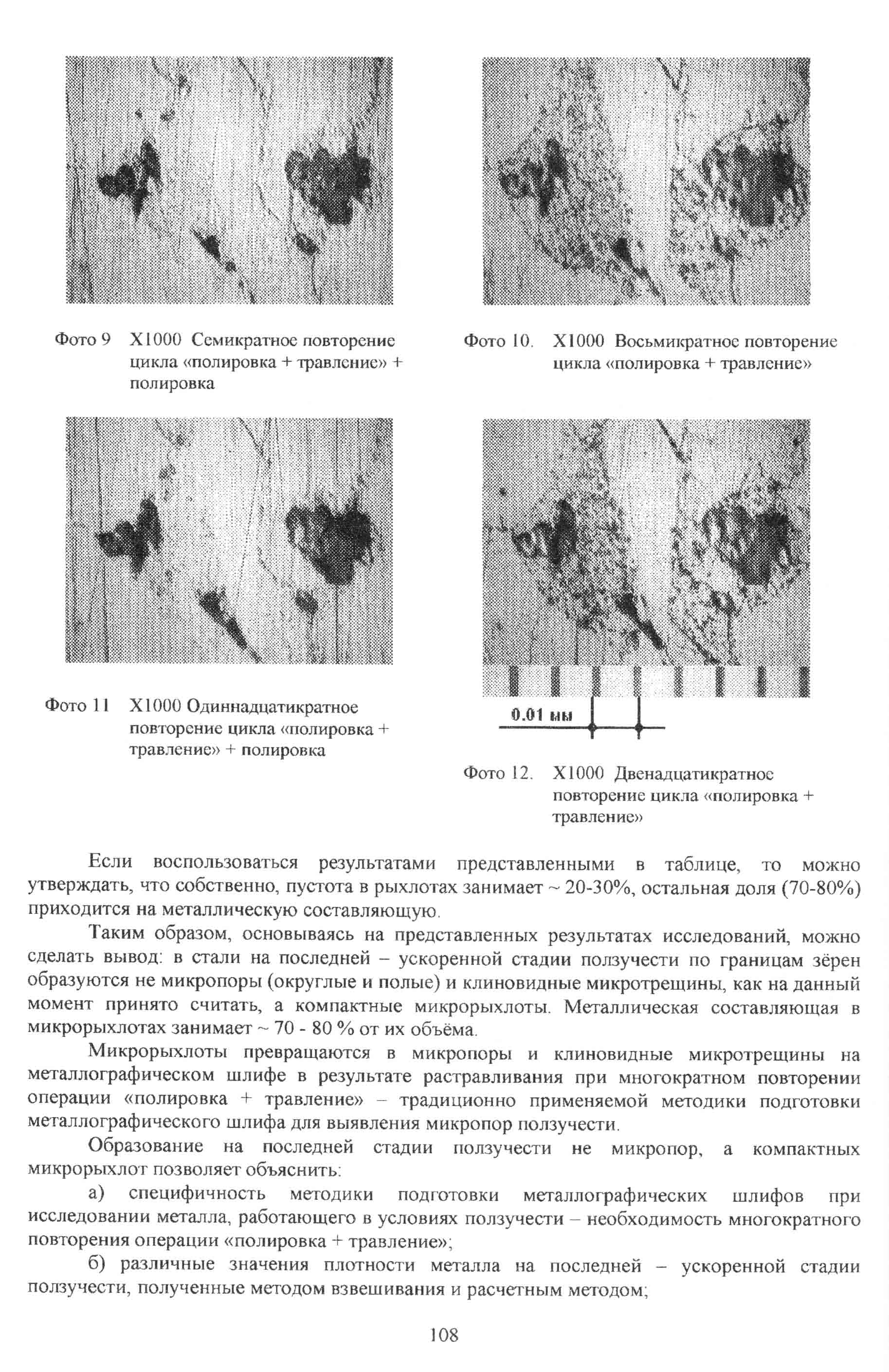
It was discovered that in steel at last (accelerated) creep stage on grain boundaries there are formed not micro-pores (rounded and hollow) and wedge-shaped micro-cracks, as it is believed at the moment, but a compact microporosity. Metal component takes about 70-80% of microporosity. This interpretation explains:
- the specific methodology for preparation of metallographic specimen when inspecting the metal working in creep - repeated operations "polishing + etching" are required;
- varying densities of the metal on the last - accelerated stage of the creep, obtained by weighting and calculation methods;
-non-linear dependence of the residual deformation over time on last - accelerated stage of the creep;
- decrease of the ultrasonic waves’ speed (up to 2-3%) in metal with increased residual deformation on the last - accelerated stage of the creep. -
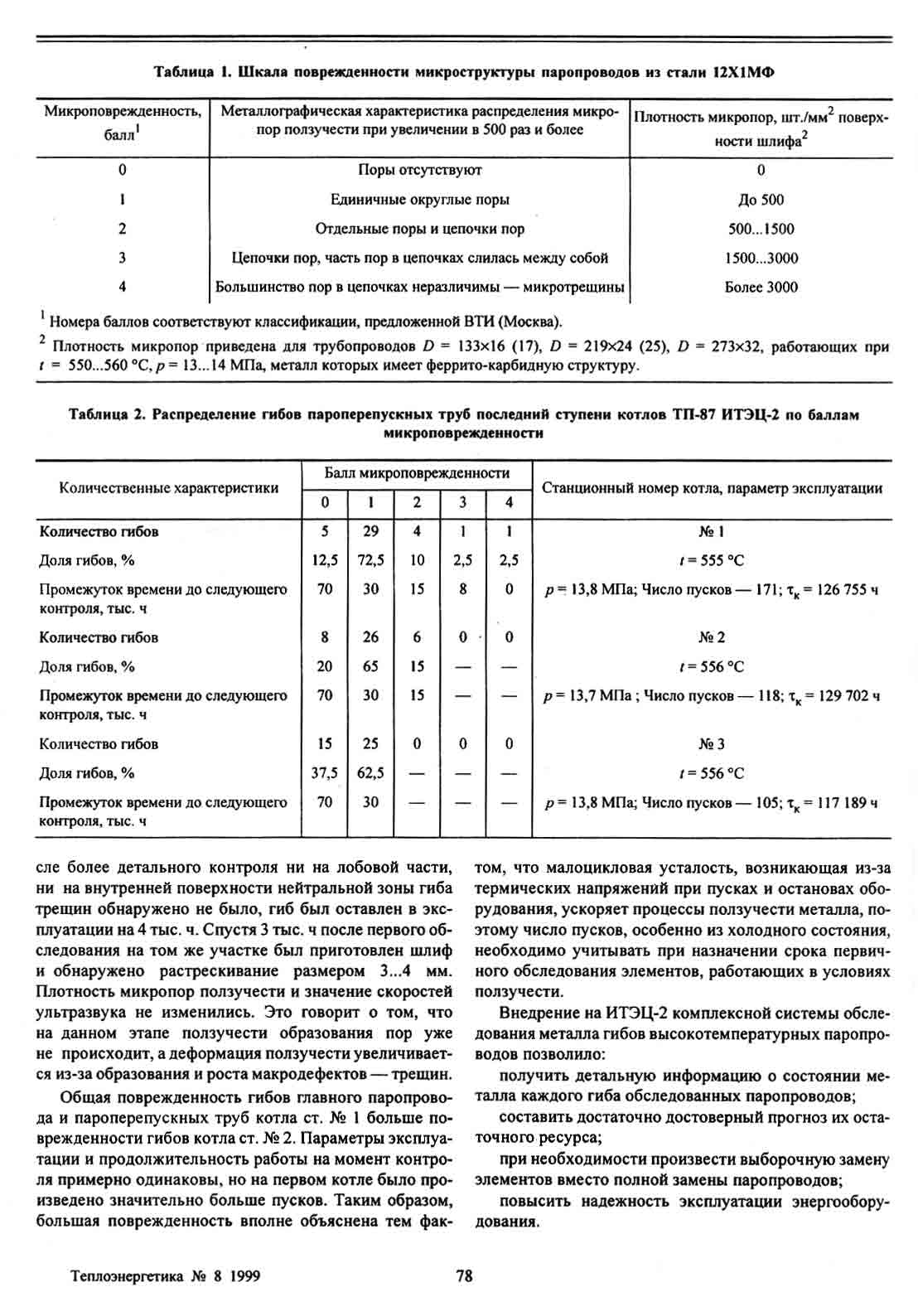
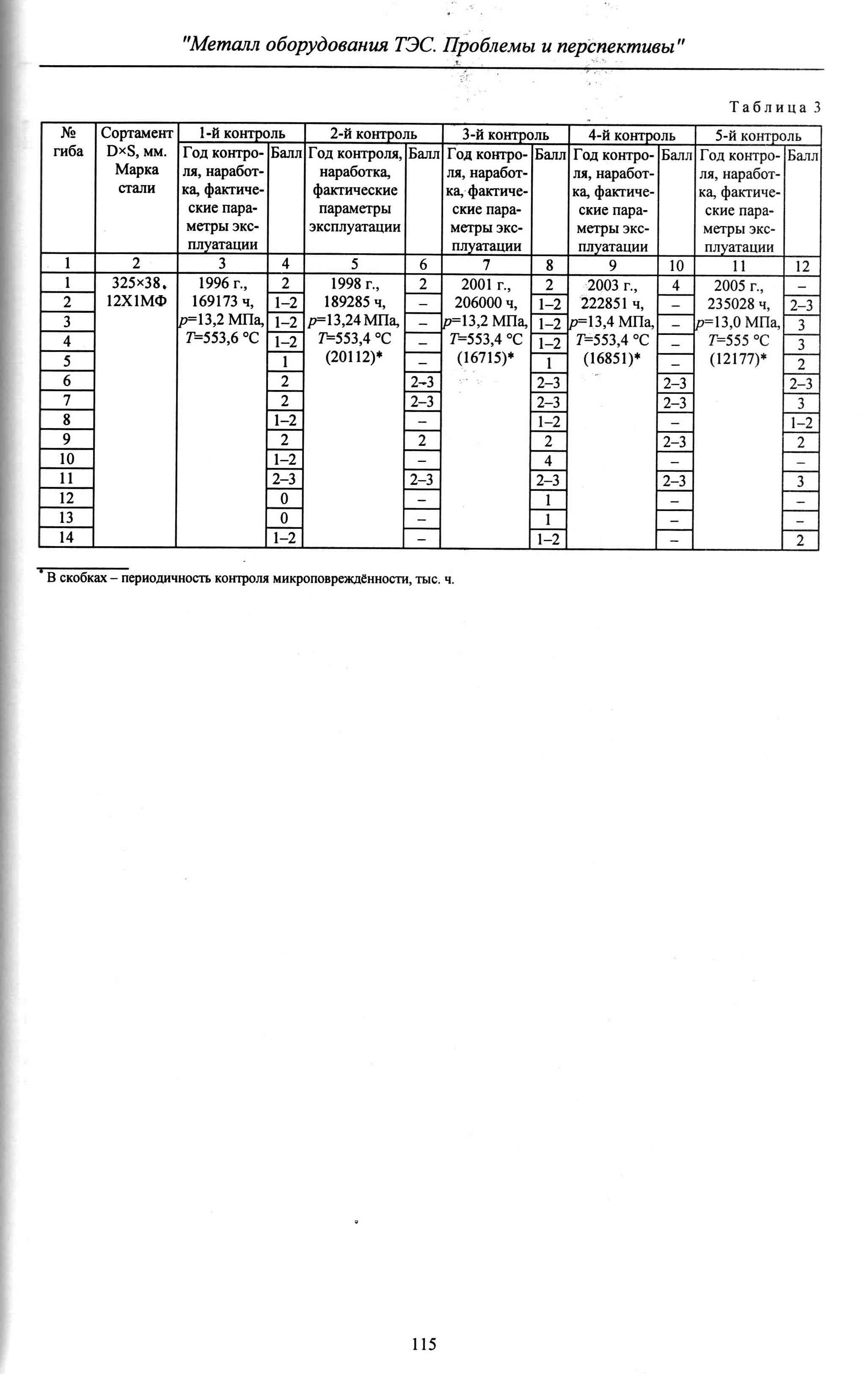
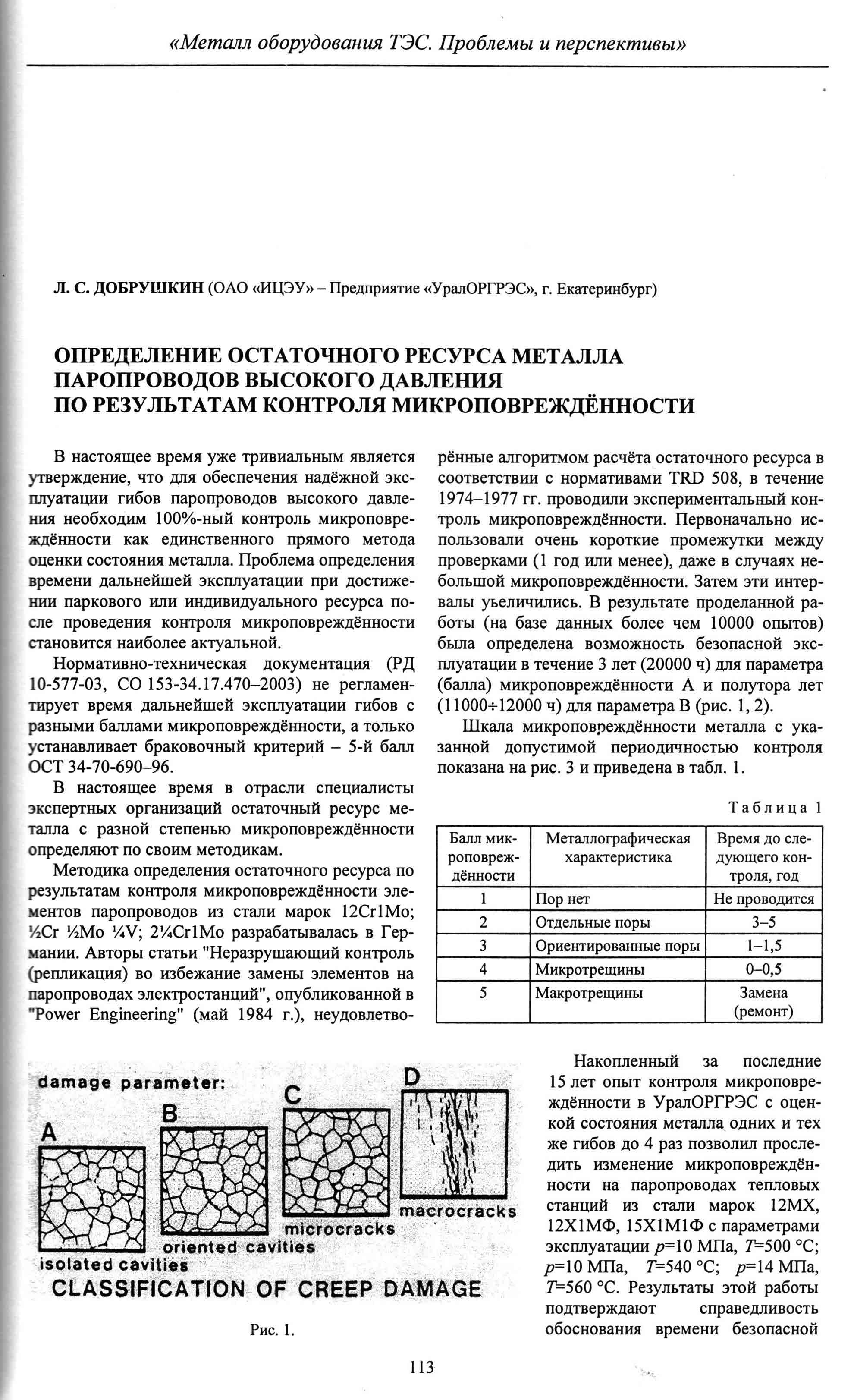
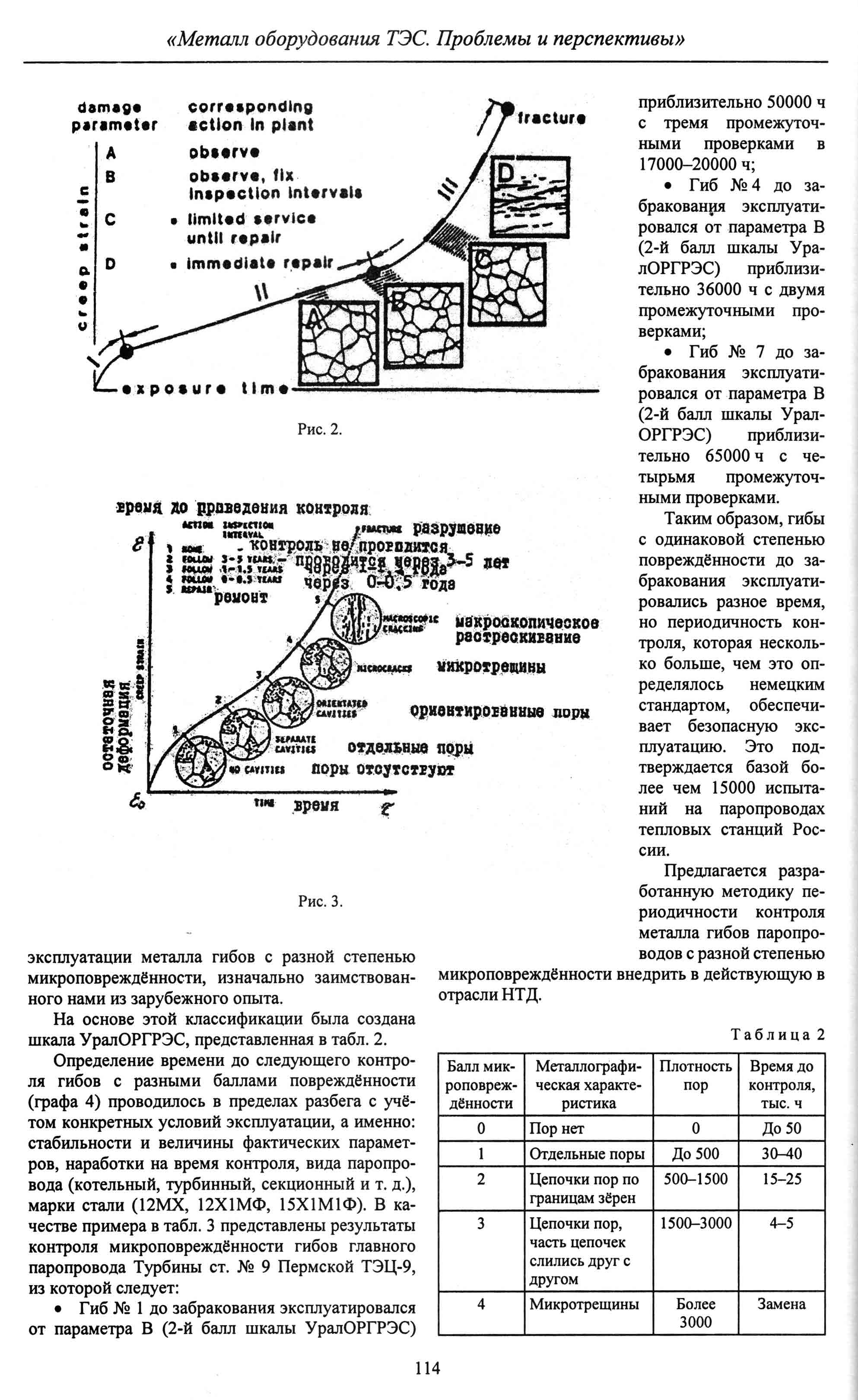
At the present moment the normative and technical documentation (RD 10-557-03, SO153-34.17.470-2003) does not regulate operation time for bends with different points of micro-damages, but only sets the acceptance criterion - 5 points of OST 34-70-690-96. Specialists of expert organizations evaluate the residual resource of metal with different micro-damages using their proprietary methods. Published article describes the method created in the company UralORGRES under the supervision of the author. The method is proved by great experimental base - there were inspected more than 15000 bends.
-
The published article is an invitation to cooperate and attempt to find an investor for research of the metal fatigue. Mr. Permikin provides the comparison of creep and fatigue based on the following criteria: diagnostic characteristics (physical properties), research methods, financial expenditures for the development of methodologies. Based on many years of successful experiences in studying creep, author makes a statement that the same techniques can be applied to study and search for diagnostic parameters of fatigue.
The page «Investor contact» based upon this article.
-
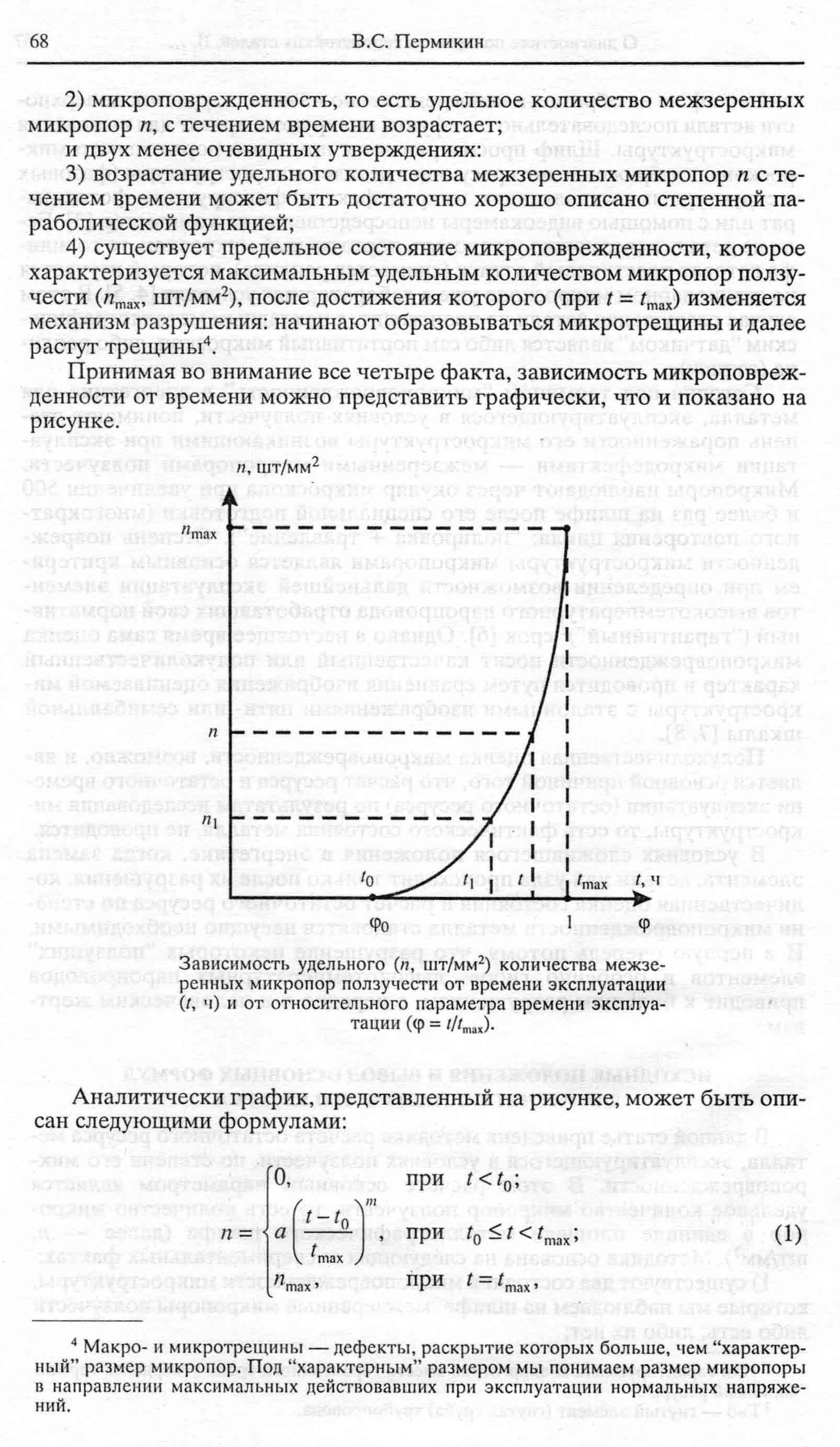
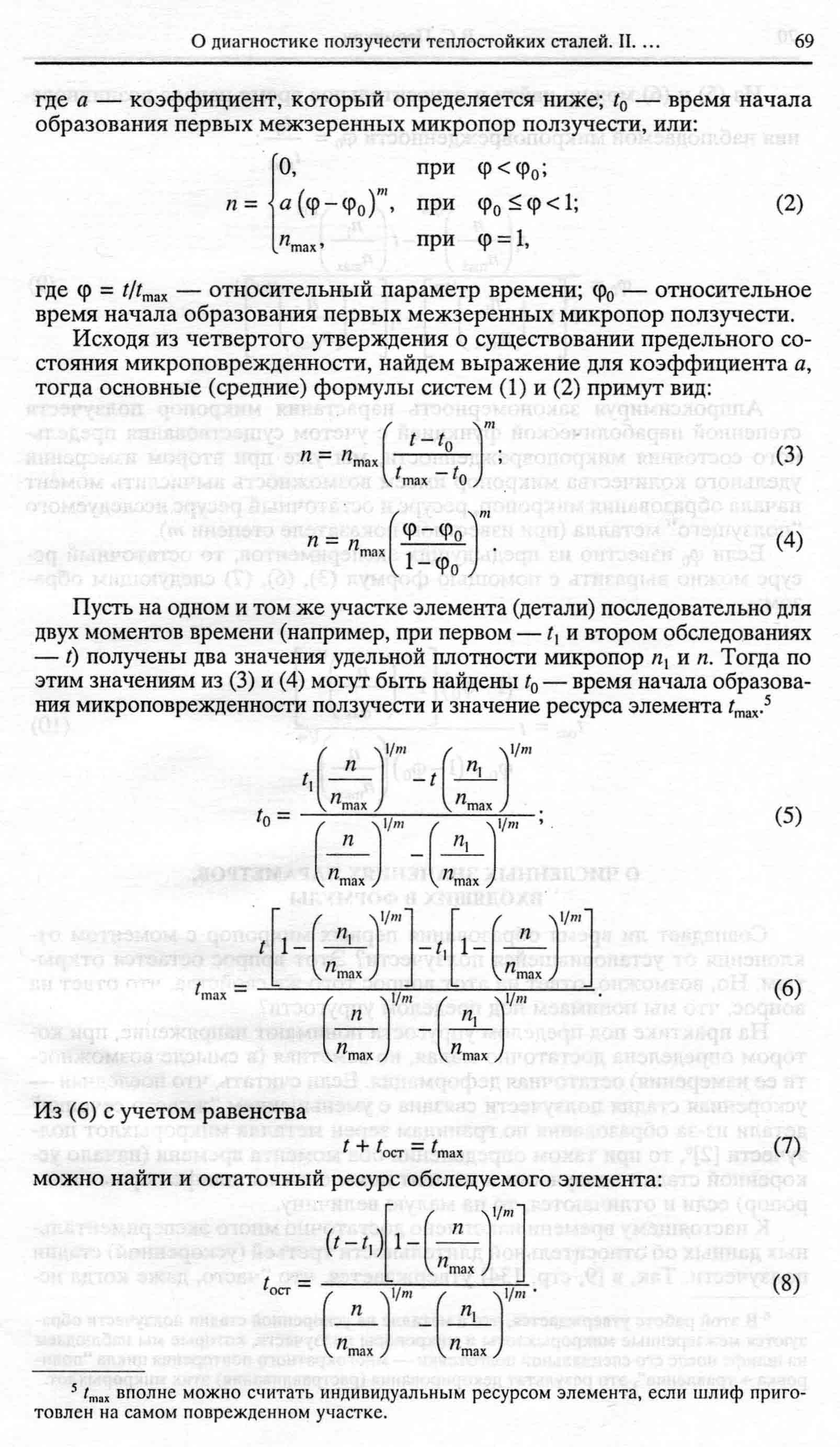
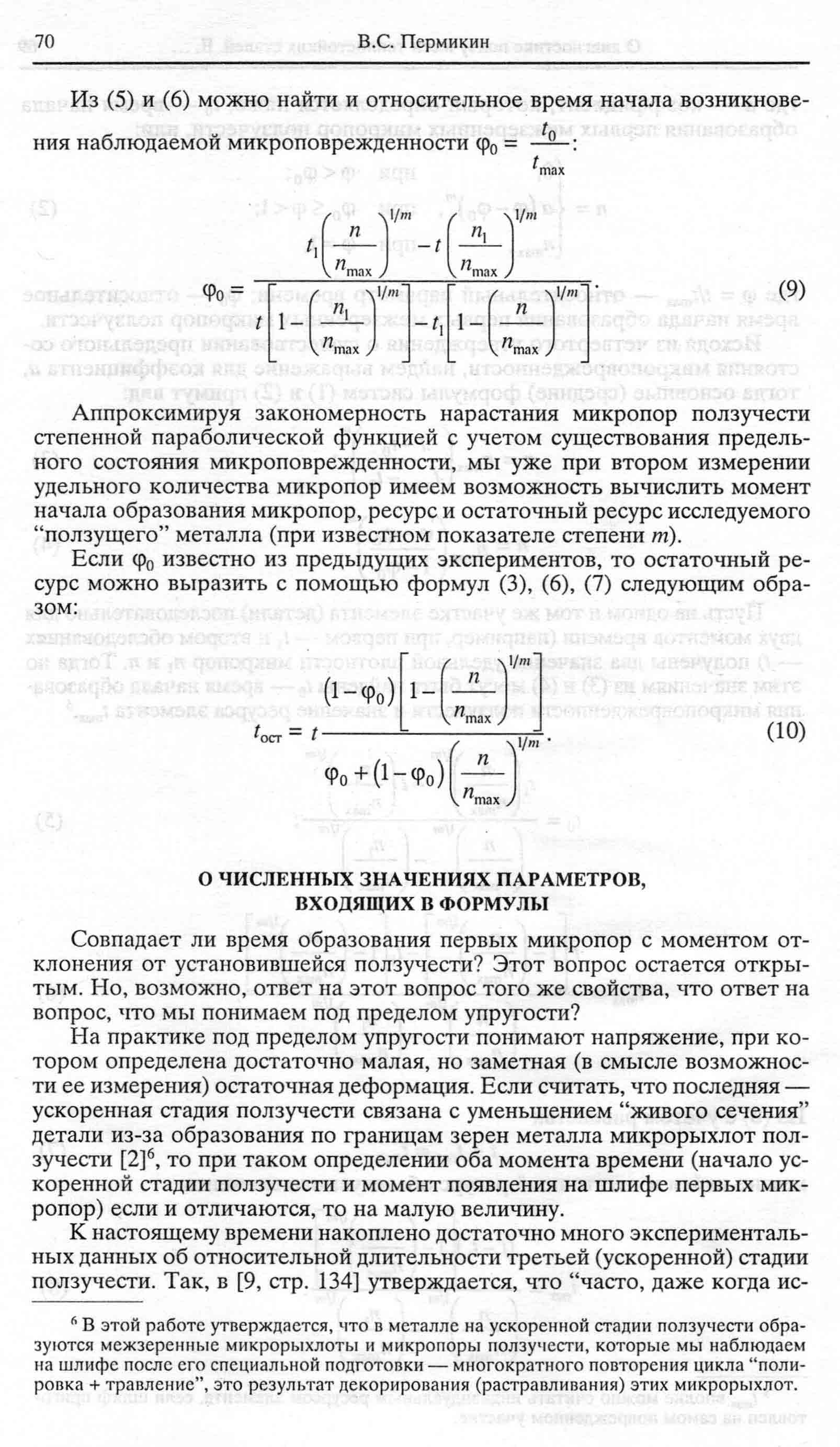
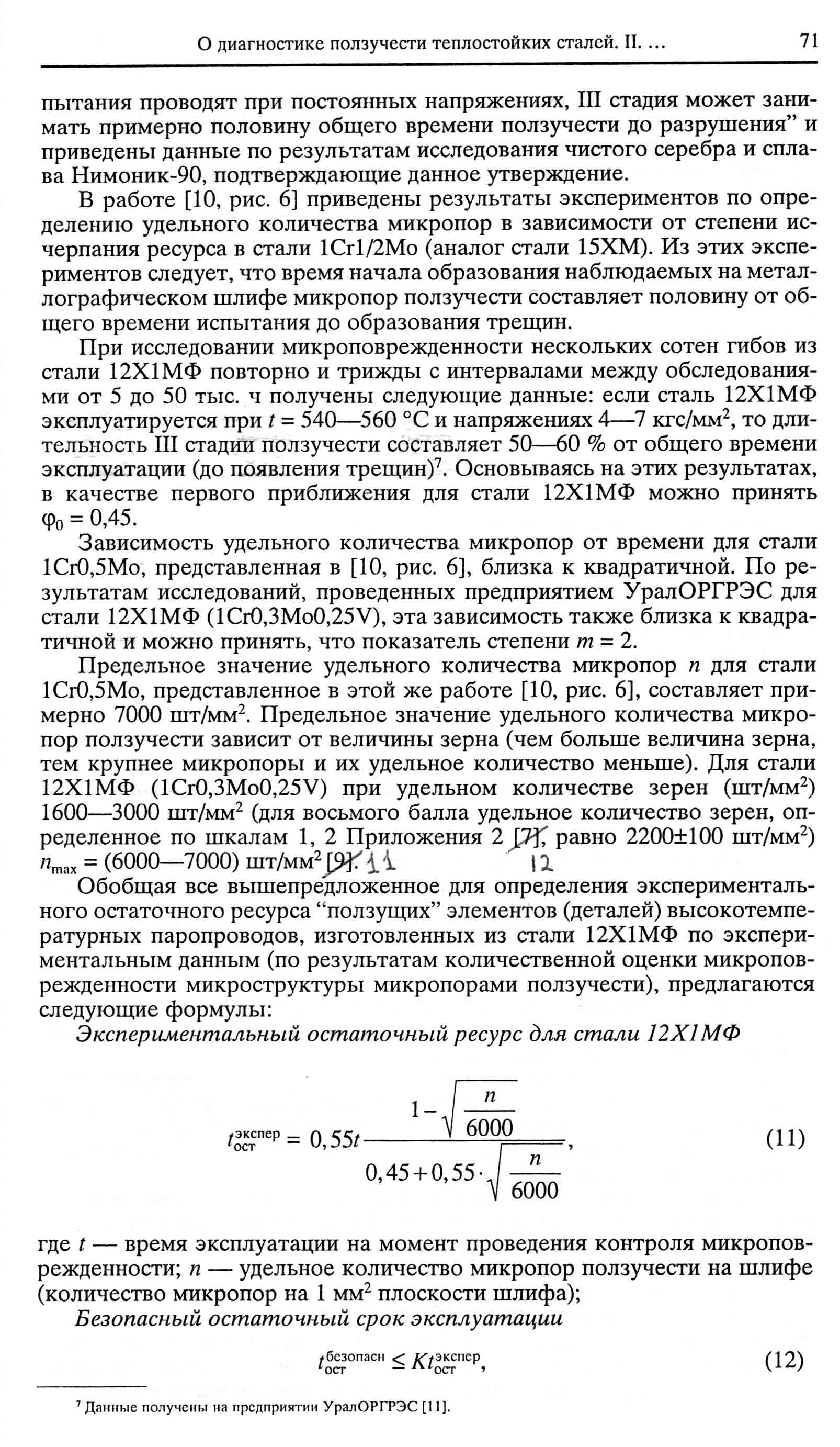
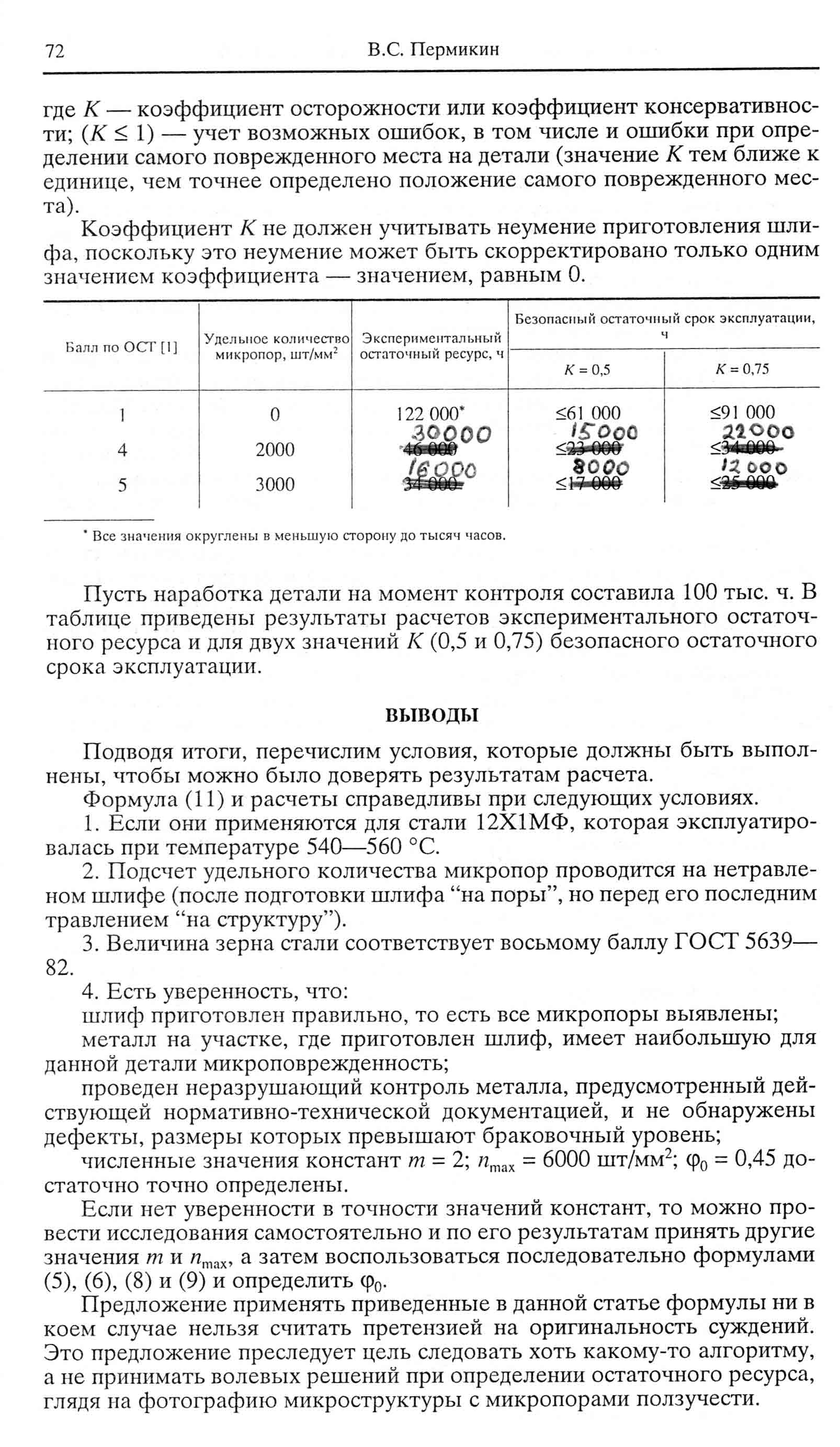
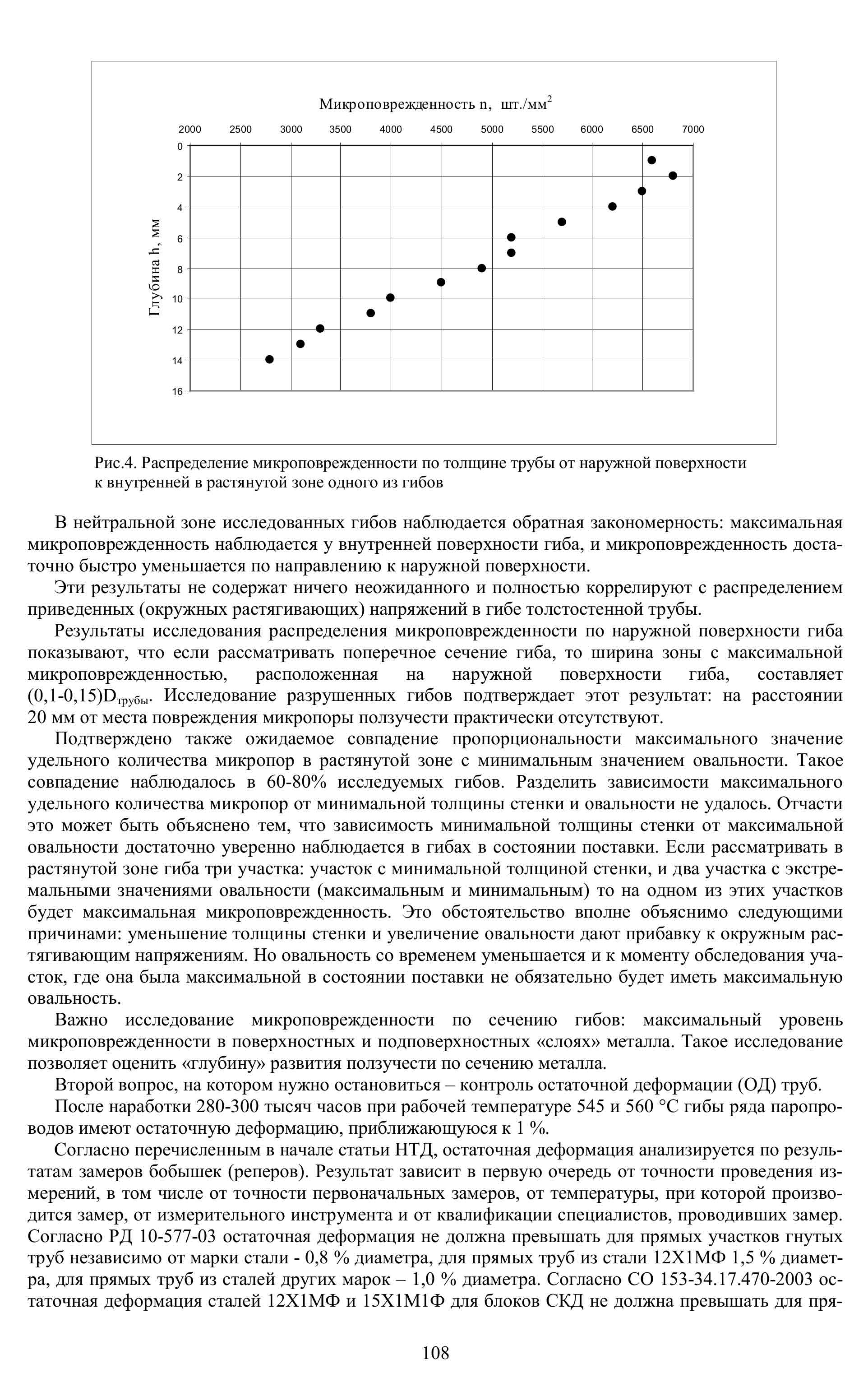
Discussion of the calculation of residual service life of metal affected by creep, by degree of damage of the structure by creep micro-pores. The proposed version of the calculation takes the specific number of creep micro-pores as the basic parameter (number of micro-pores per the unit area of the section). General equations for calculating resource and residual resource of metal are detailed in the article, in particular, the formula for calculating the residual life for the most common steel for power industry 12Х1МФ (1Cr0, 3Mo0, 25V).
-
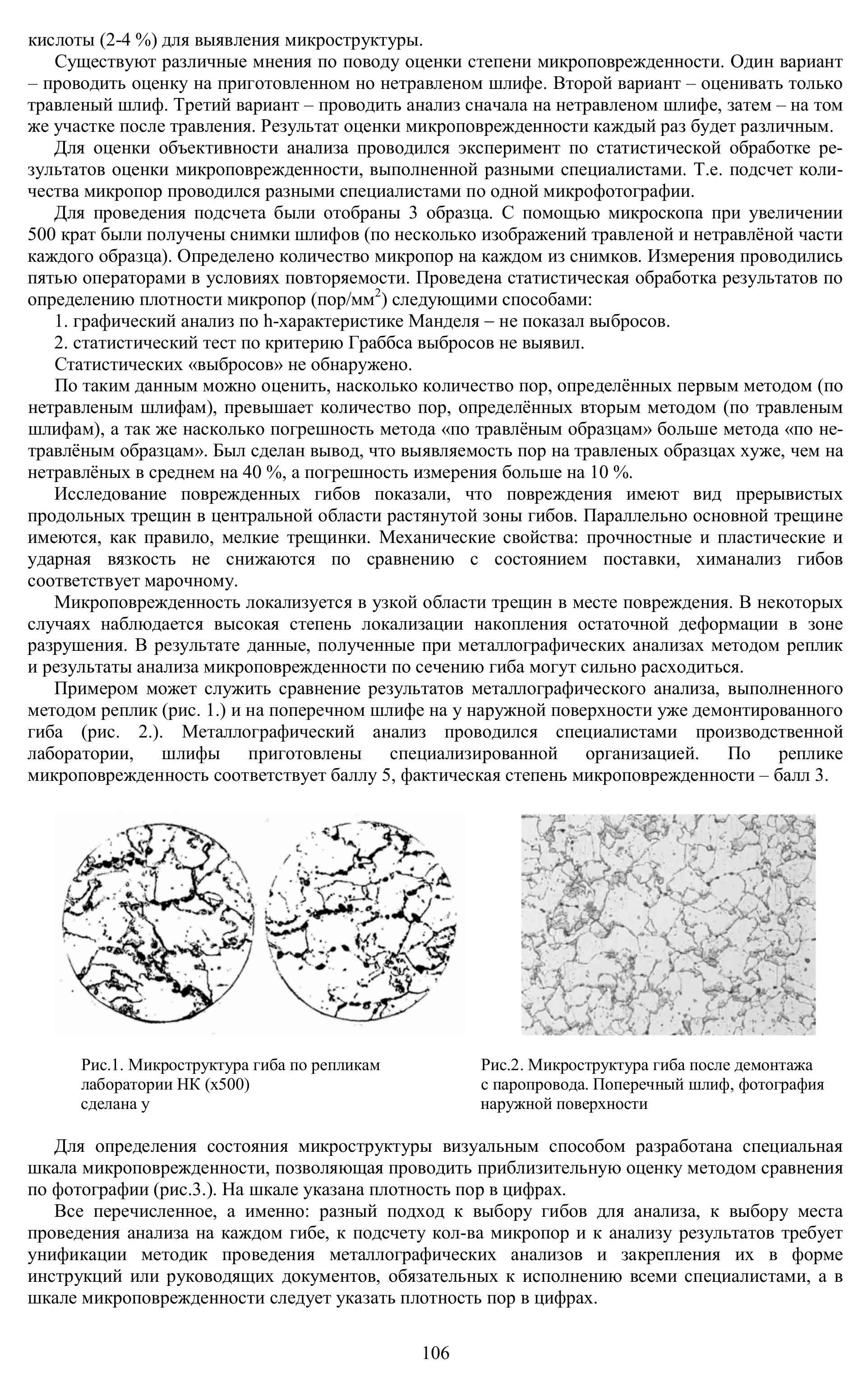
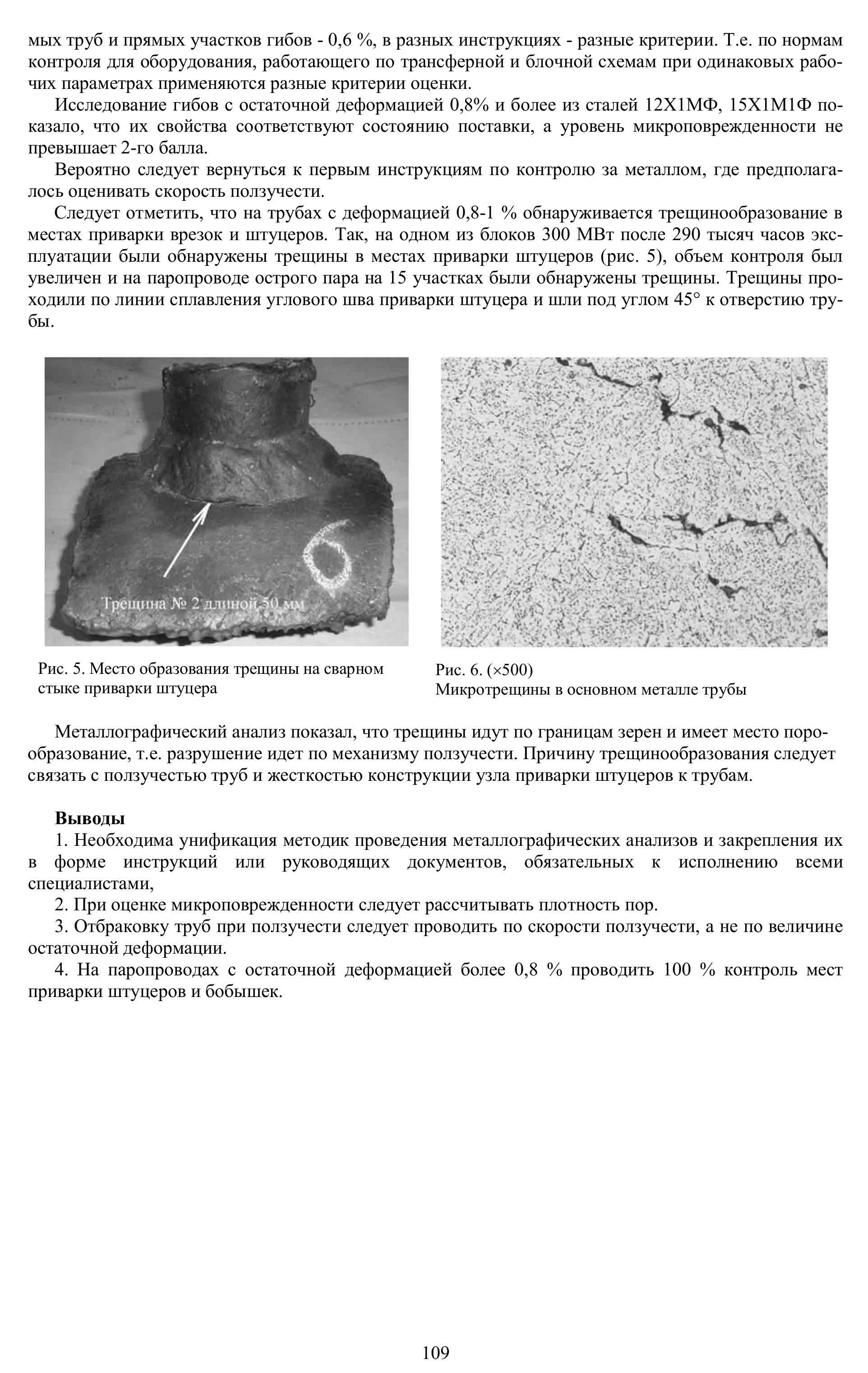
Review of metallographic studies of high temperature bends: selection of bends for analysis; choice of bend location to make thin section; preparation of thin section; evaluation of testing results. It is concluded that:
- unification of methods of metallographic analysis is required; they should be formalized as statements, mandatory for all specialists;
-when assessing the micro-damages, take in consideration density of micro-pores;
- deprivation the pipes is be performed by creep speed, not the largest permanent deformation. -
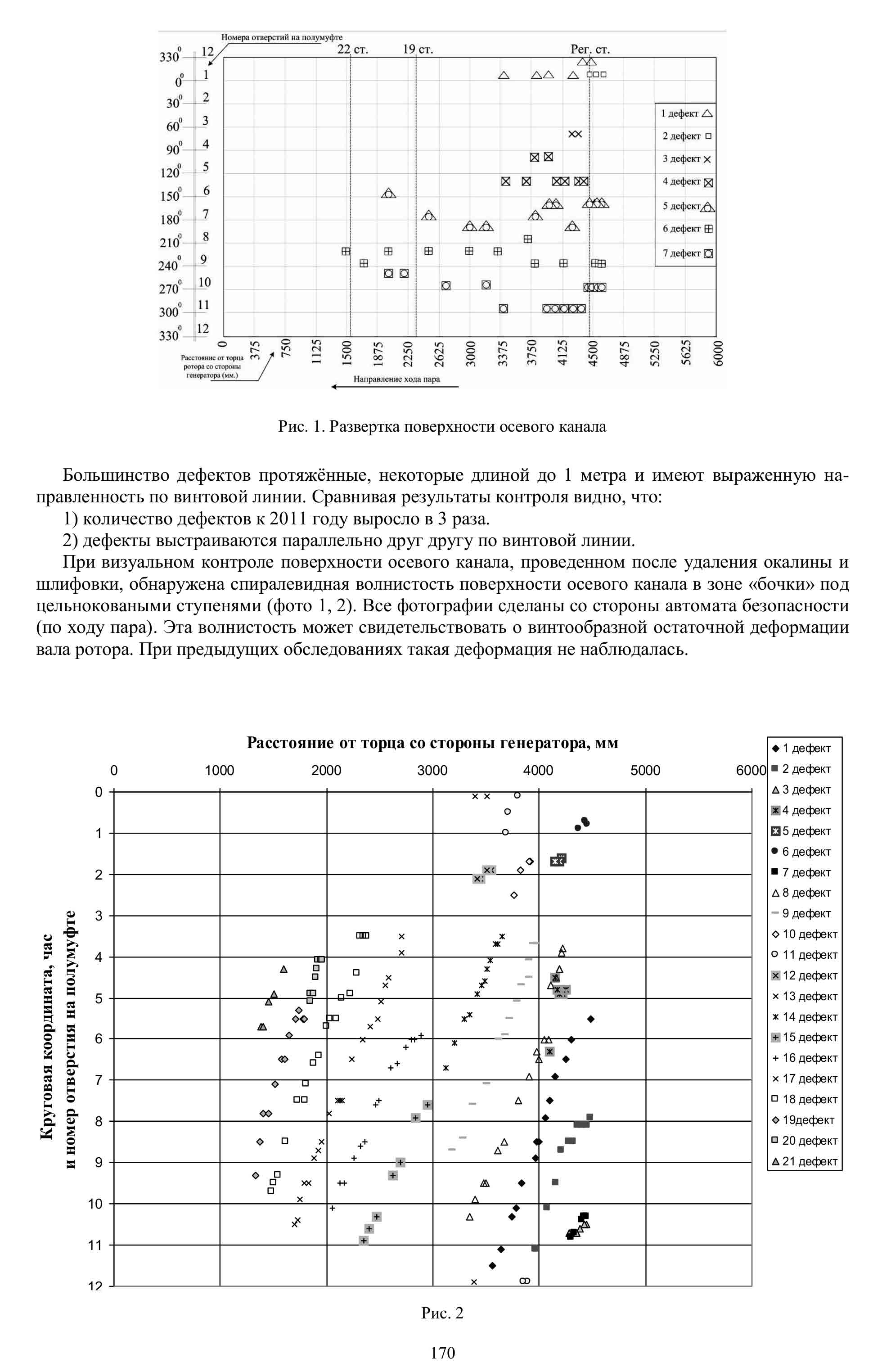
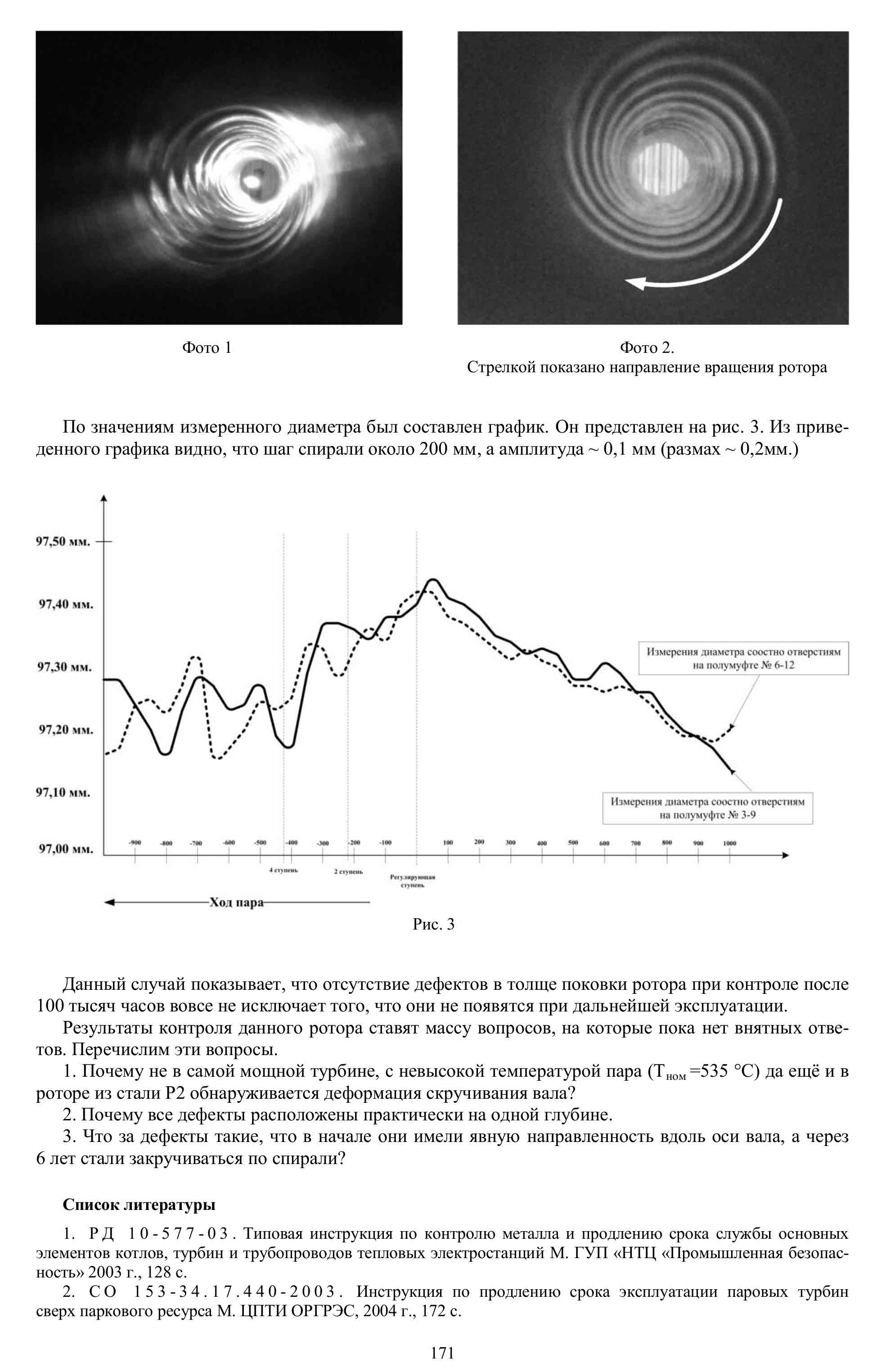
Observation history of developing defects detected in the turbine K-50-90-3 rotor shaft of Vorkuta TPP-2. First time during ultrasonic tests in 2000 (220 000 fired hours) none of defects were discovered. During the second survey in 2005 (265 000 hours) there were identified 7 defects exceeding the acceptance level. Finally, in 2011 (305 000 hours) during the control there were discovered 21 defects.
The authors of the article are wondering about the relevance of p. 2.1.2 of Instructions SO153-34.17.440-2003, according to which "If the ultrasonic testing of rotor was held after 100 thousand hours of operation and no harmful defects have been identified, it is allowed to skip retesting of the rotor by this method after the exhaustion of the resourc."
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}